Технические науки/1. Металлургия
К.т.н.
Ахметов А.Б., докторант Юдакова В.А.
Химико-металлургический
институт им. Ж. Абишева,
Карагандинский
государственный технический университет, Казахстан
Определение
оптимального расхода и состава ферросиликоалюминия при раскислении спокойной
стали
Одним из приоритетных направлений Государственной
программы индустриально-инновационного развития Казахстана на 2015-2019 годы
является развитие черной металлургии, составляющей существенную часть экономики
нашего государства. Для стабилизации ситуации на рынке черной металлургии
необходимо решать задачи повышения качества металла и снижения его
себестоимости, базируясь на сырье регионального происхождения, по качеству и
эффективности применения не уступающем импортным аналогам. Одним из вариантов
решения поставленных задач стал способ раскисления стали комплексными сплавами-раскислителями,
выплавляемыми из углистых пород Экибастузских углей и заменяющими традиционные
ферросилиций и алюминий, в частности, универсальным и перспективным сплавом –
ферросиликоалюминием (ФСА).
В период разработки и освоения технологии раскисления стали комплексным
сплавом ФСА проведены крупносерийные опытно-промышленные испытания на АО
«АрселорМиллал Темиртау», целью которых было исследовать и обосновать
эффективность применения комплексных сплавов с алюминием и кремнием в качестве
ведущих элементов, разработать технологию их применения и освоить ее в
кислородно-конвертерном цехе.
Отработаны варианты технологии раскисления спокойной конвертерной стали сплавами ФСА различных марок с выбором наиболее оптимальных составов ФСА [1].
В первой серии промышленных испытаний для раскисления стали
использовали ФС55А20, содержащий в среднем по партиям 54,2% кремния и 19,7%
алюминия. Во второй серии промышленных испытаний использовали ФС45А15 с
содержанием кремния 44,1%, алюминия 17%, имеющий склонность к саморассыпанию до
фракции 1-3 мм, занимающей в общем объеме сплава 80%. В третьей серии
испытывался ферросиликоалюминий марки ФС60А20.
Все
марки ФСА были использованы при
ковшевом раскислении стали марки 3сп . Расчет необходимого количества вводимого кремния на плавку (302
тонны жидкого металла) производился с учетом его угара и меньшего на (5-20%) содержания в
сплавах ФСА кремния. Недостающее по стехиометрии количество алюминия
компенсировали присадкой чушкового алюминия.
Всего исследовано более 100 тыс. тонн опытной стали и такое же
количество стали без ФСА. В таблице 1 приведены расходы раскислителей на одну
тонну стали, использованных при выплавке спокойной марки стали в исследуемых
пределах.
Таблица 1 – Удельный расход раскислителей и легирующих материалов
|
Марка стали |
Вариант раскис- ления |
Расход используемых раскислителей
и легирующих, кг/т* |
||||||
|
ФС55А15 |
ФС45А15 |
ФС60А20 |
ФС 65 |
СМн17 |
АВ87 |
ФТи35 |
||
|
3 сп |
ФС55А15 |
4,21 3,11-5,20 |
- |
- |
- |
4,96 4,07-6,99 |
0,75 0,26-1,30 |
0,31 0,01-0,92 |
|
ФС45А15 |
- |
4,72 4,16-6,53 |
- |
- |
5,766 4,96-6,93 |
0,76 0,13-1,07 |
0,31 0,01-0,96 |
|
|
ФС60А20 |
- |
- |
3,2 2,8-4,6 |
- |
4,65 4,78-6,71 |
0,73 0,24-1,30 |
0,31 0,01-0,96 |
|
|
ФС 65 |
- |
- |
- |
3,11 2,78-4,51 |
4,69 4,84-6,72 |
1,318 1,12-1,79 |
0,34 0,01-1,05 |
|
* - в числителе приведены оптимальные значения, в знаменателе исследуемые пределы.
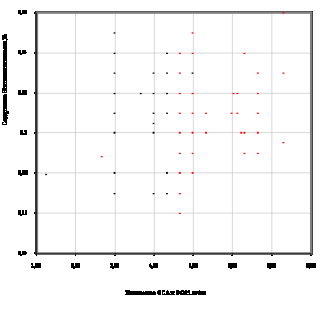
Из данных, представленных в таблице 1, видно, что расход сплава ФС55А15 при раскислении одной тонны спокойных марок стали выше на 1,1 кг и сплава ФС45А15 на 1,61 кг, чем расход сплава ФС65. Из полученной по результатам балансовых плавок зависимости видно (рисунок 1), что для получения заданного кремния в спокойном металле (0,2 - 0,25%), оптимальной маркой является ФС60А20. Расход его такой же как у ФС65 – 3,0-3,5 кг/т.
Исследовалось влияние замены ферросилиция ФС65 и части чушкового алюминия сплавами ФСА на степень усвоения кремния и алюминия [2]. На рисунке 2 приведена зависимость угара кремния при раскислении от суммы введенного кремния, с учетом кремния из СМн17, на примере стали марки 3сп.
|
ФС65 ФС60А20 ФС55А15 ФС65 ФС45А15 |
Рисунок 2 – Зависимость
угара кремния от внесенного кремния (марка
стали 3сп) |
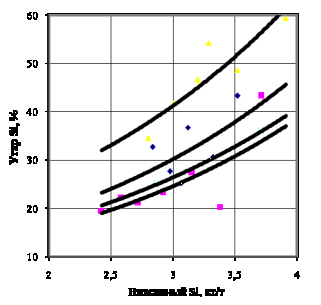
Как видно из графика на рисунке 2, увеличение расхода сплавов ФСА выше оптимума приводит к повышенному угару кремния. Примерно такая же динамика угара у кремния, внесенного из ферросилиция ФС65. Однако, угар кремния у сплавов с ФСА выше, чем у кремния внесенного ферросилицием, что возможно является следствием разности удельных весов ФСА и ФС, приводящим к активному взаимодействию ФСА со шлаком или, что более вероятно, это связано с повышением раскислительной способности кремния, вводимого в составе комплексного сплава совместно с алюминием [3]. Последнее подтверждается зависимостями на рисунке 3, 4 выведенными по уравнениям зависимости концентрации алюминия в готовом металле от введенного суммарного кремния.
Как видно из графиков, остаточное содержание алюминия в стали, раскисленной сплавами ФСА, выше, чем содержание алюминия в стали, раскисленной тем же количеством алюминия с ферросилицием. Угар алюминия на опытных плавках с применением сплавов ФСА снизился до 70%, по сравнению с 85% при раскислении ферросилицием.
|
|
|
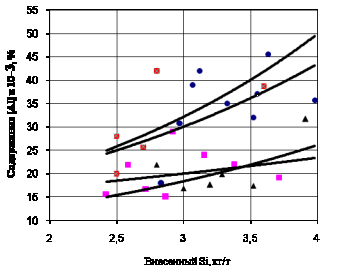

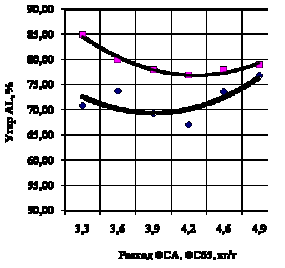 Рисунок 4 – Зависимость угара Al от расхода ФСА (марки
стали 3сп)
Рисунок 4 – Зависимость угара Al от расхода ФСА (марки
стали 3сп)Тем
самым, можно предполагать, что повышение раскислительной способности кремния
способствовало уменьшению угара алюминия и получению на плавках, раскисленных
ФСА, более высокого остаточного алюминия, свидетельствующего о более глубокой
раскисленности стали, полученной с использованием сплава марок ФС55А20,
ФС60А20, по сравнению со сталью, раскисленной ФС65 и АВ87.
Повышенный расход сплава марки ФС45А15 объясняется низким содержанием в нем кремния, а повышенный угар кремния допущенным снижением его качества, приведшим через чрезмерное закарбиживание к его рассыпанию с образованием до 80% мелочи фракции 1-3мм, которая, при внесении в ковш частью выносилась восходящими потоками горячего газа из наполняемого металлом сталеразливочного ковша, частью запутывалась в шлаке. Нами не исключается получение более высокой степени усвоения кремния из этой марки, в силу его высокого, по сравнению с остальными марками, удельного веса, при условии его кусковатости.
Вывод: Таким образом, проведенными опытно-промышленными плавками определены, как наиболее оптимальные, сплавы марки ФС60А20 и ФС55А15, позволяющие адекватно заменять сплав ФС65 (полностью) и наполовину сократить расход алюминия марки АВ87. При этом значительно снижается угар алюминия с повышением его концентрации в готовом металле в стабильных пределах – выше 0,02 %. Последнее свидетельствует о более глубокой раскисленности металла. Расход чушкового алюминия на опытных плавках с ФСА сокращался в среднем на 50%, с 1,4 до 0,7 кг/т стали.
Полученные данные по усвоению ведущих элементов в сравниваемых
раскислителях указывают на имеющиеся значительные резервы сплавов ФСА по
технико-экономическим показателям технологии перед сплавом ФС65 и вторичным
алюминием АВ87, при условии достижения стабильности химического и фракционного
состава комплексных сплавов.
Литература:
1. Толымбеков М.Ж., Ахметов А.Б., Берг А.А, Камылина
Л.Н., Кусаинова Г.Д. Стабилизация
расхода расплава ФСА при ковшевом раскислении спокойных марок стали // Тезисы
докладов на научн. техн. конф. Физико-химические проблемы в химии и
металлургии. – Караганда, 2002. -С.113-115.
2. Толымбеков М.Ж., Ахметов А.Б., Камылина Л.Н. Берг
А.А., Огурцов Е.А. Пути повышения качества стали на ОАО «ИСПАТ-КАРМЕТ» // Сб.
научн. тр. ХМИ. - Алматы, 2002. - С.258-261.
3. Ахметов А.Б., Толымбеков М.Ж., Байсанов С.О., Огурцов
Е.А., Жиембаева Д.М. Некоторые аспекты производства и применения комплексных
ферросплавов в металлургии// - М., Сталь, - 2009, №5, С. 34-37.