Технические науки/1. Металлургия.
Орехов О.П.
Студент 5 курса
механико-технологического факультета
Владимирский
государственный университет
Г. Владимир, Российская
Федерация
Исследование процесса непрерывного
комбинированного прессования порошка алюминия
Процесс непрерывного комбинированного
прессования относится к методам обработки металла давлением. Плюсами данного
метода является: возможность осуществления непрерывности прессования, что ведет
к уменьшению энергозатрат; возможность получения прутков, профилей разной
формы; совмещения прессования и термообработки в одной операции; практически
полное использование материала заготовки, благодаря отсутствию пресс-остатка.
Для
увеличения безотходности производства и улучшения свойств получаемого
материала, в качестве заготовки при непрерывном прессовании, можно использовать
не компактные материалы, но малая степень изученности процесса не позволяет
широко внедрять данные технологии в производство.
Одной из
нерешенных проблем применения не
компактных материалов, является неравномерность течения металла в очаге
деформации, что приводит к неравномерности свойств
и неудовлетворительному качеству
поверхности пресс - изделия. Так же, для консолидации частиц
некомпактного материала, необходимо создать достаточное гидростатическое
давление. Оба эти фактора сильно зависят от таких параметров как угол
пересечения каналов ![]() , коэффициент вытяжки
, коэффициент вытяжки ![]() , и коэффициента трения
, и коэффициента трения ![]() , между заготовкой и инструментом.
Поэтому возникла задача найти допустимые значения этих параметров для процесса
прессования некомпактных материалов. В качестве материала был выбран порошок
алюминия, как широко используемый в промышленности.
, между заготовкой и инструментом.
Поэтому возникла задача найти допустимые значения этих параметров для процесса
прессования некомпактных материалов. В качестве материала был выбран порошок
алюминия, как широко используемый в промышленности.
Для
решения этой задачи была разработана имитационная модель процесса прессования в
программном комплексе Deform 3D. Данная модель позволила провести анализ влияния угла
пересечения каналов и трения на величину гидростатического давления. Были
рассмотрены случаи с углом пересечения каналов ![]() = 90° и 120°, коэффициенты трения
= 90° и 120°, коэффициенты трения ![]() = 0,1 и 0,7.
= 0,1 и 0,7.
Силы
гидростатического давления в очаге деформации
|
|
Рис 2.
Расчетная картина распределения гидростатического давления при |
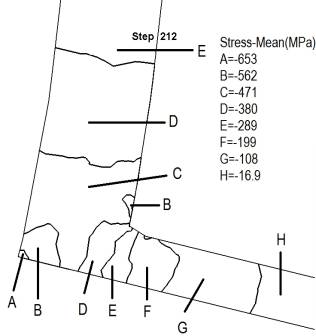
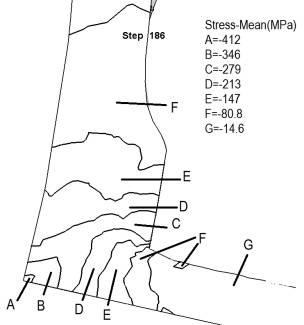
Из рисунков (1-2) видно, что с уменьшением
коэффициента трения с 0,7 до 0,1, максимальное значение гидростатического
давления падает с -653 МПа до -412МПа, то есть на 37%. Максимальные значения
давления наблюдаются в области «А» (подпятник).
|
|
|
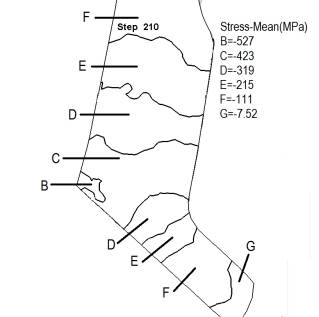
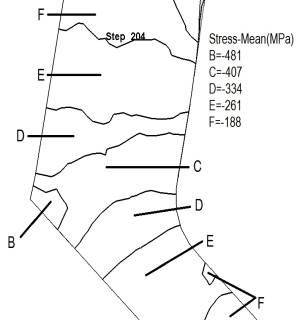
Рис.
(3–4), доказывают закономерность понижения давления при уменьшении силы трения.
Причем, при ![]() = 0,1 не создается гидростатическое давление необходимое для
процесса прессования.
= 0,1 не создается гидростатическое давление необходимое для
процесса прессования.
Данные наблюдения позволяют нам сделать
вывод о том, что сила трения является фактором определяющим степень деформации
металла для данных геометрических характеристик (коэффициента вытяжки 1,2 до
1,8). При этом изменение коэффициента трения на инструменте с ![]() = 0,1 до
= 0,1 до ![]() = 0,7 увеличивает гидростатическое давление в очаге деформации на
25 - 58 %, что можно объяснить увеличением противодавления, создаваемым силой
трения.
= 0,7 увеличивает гидростатическое давление в очаге деформации на
25 - 58 %, что можно объяснить увеличением противодавления, создаваемым силой
трения.
При малых значениях коэффициента вытяжки (от
1,2 до 1,8), угол пересечения каналов существенно не влияет на величину
гидростатического давления, поэтому для выравнивания скоростей течения металла
и тем самым улучшения однородности свойств получаемого изделия, желательно
использовать угол наклона матрицы 120![]() ,
что было доказано при анализе имитационной
модели с использованием сетки Лаграджа.
,
что было доказано при анализе имитационной
модели с использованием сетки Лаграджа.
Так же было рассмотрено влияние коэффициента
вытяжки на величину гидростатического давления и выявлено что при увеличении
коэффициента вытяжки выше значения ![]() =1,2 рост давления – незначителен. Поэтому для процесса
непрерывного комбинированного прессования некомпактных материалов и его
качественного протекания при малых значениях коэффициента вытяжки от 1,2 до 1,8
рекомендуется использовать угол наклона матрицы 120
=1,2 рост давления – незначителен. Поэтому для процесса
непрерывного комбинированного прессования некомпактных материалов и его
качественного протекания при малых значениях коэффициента вытяжки от 1,2 до 1,8
рекомендуется использовать угол наклона матрицы 120![]() в сочетании с большим коэффициентом трения между инструментом и заготовкой от
в сочетании с большим коэффициентом трения между инструментом и заготовкой от ![]() = 0,7.
= 0,7.
Литература:
1. Сергеев В.М., Горохов Ю.В., Соболев В.В.,
Нестеров Н.А. Непрерывное литье – прессование цветных металлов – М.:
Металлургия, 1990. – (проблемы цветной металлургии) 85 с.
2. Сидельников С.Б.,
Довженко Н.Н., Загиров Н.Н. Комбинированные и совмещенные методы обработки
цветных металлов и сплавов: монография. – М.: МФКС Пресс, 2005. – 334 с.