Технические науки/3.Отраслевое
машиностроение.
Д.т.н. Ковтунов А.И., инженер Плахотный Д.И., лаборант
Кирдяпкин А.В.
Тольяттинский государственный университет, Россия
Влияние меди на жидкофазные процессы
формирования биметаллов и слоистых композиционных материалов никель-алюминий
Биметаллические
и слоистые композиционные материалы (СКМ) системы никель-алюминий находят все
более широкое применение в промышленности. Наиболее распространенными
технологиями производства таких материалов является сварка взрывом и совместная
прокатка никеля и алюминия [1]. Однако высокая трудоемкость этих процессов и
ограниченная номенклатура получаемых изделий сдерживают рост производства
биметаллов и слоистых композиционных материалов системы никель-алюминий.
Жидкофазные
способы отличаются от указанных высокой производительностью и широкой
номенклатурой получаемых изделий. Недостатком жидкофазных способов является
формирование переходной интерметаллидной области между алюминием и никелем,
которая значительно снижает механические свойства материала [1].
Одним из
способов повышения механических свойств биметаллов и СКМ, полученных
жидкофазными способами, является легирование переходной интерметаллидной
области [2].В качестве легирующих элементов рекомендуется применять металлы, замещающие
один из компонентов интерметаллидной фазы или оба сразу [2]. Для алюминидов
никеля, исходя из указанных рекомендаций, может в качестве легирующего
компонента успешно применяться медь, замещающая в интерметаллидах системы
никель-алюминий никель[2].
Исследование
влияние меди на жидкофазные процессы формирования биметаллов и СКМ системы
алюминий-никель и их свойства проводили при содержании меди в алюминиевом
расплаве до 33%. Плавку алюминия Аl 99,9% и легирование расплава медью М1
проводили в графитовых тиглях в печах сопротивления.
Влияние меди на силу и скорость смачивания
определяли при помощи специальной экспериментальной установки на никелевых
образцах марки Н2 размером 50х25х2 мм[3]. Образцы предварительно зачищали,
обезжиривали в 20% растворе едкого натрия, а затем покрывали водным раствором
флюса и просушивались до полного испарения влаги из флюсового покрытия. В
качестве активатора никелевой поверхности использовался флюс на основе
эвтектической системы KF-AlF3
[3,4].
После сушки образцы погружали в алюминиевый расплав. Температуру расплава
изменяли в диапазоне 750-850◦С. Время выдержки составляло 3-5 сек.
Исследование
прочности сцепления слоев никеля и алюминия проводились на нахлесточных
образцах размерами 150х10х2 мм с величиной нахлестки 10 мм и зазором между
никелевыми пластинами 0,125 мм. Никелевые пластины предварительно готовили по
описанной технологии, собирали с зазором и окунали в алюминиевый расплав с
температурой 700-950оС. Испытания проводили на разрывной машине
Н50КТ.
Химический анализ
алюминиевого и переходного слоя проводили в условиях ОАО «АВТОВАЗ» на комплексе
сканирующего электронного микроскопа LEO
1455 VP (ZEISS, Германия) с блоками
рентгеновского энергетического спектрометра INCAEnergy-300.
Проведенные
исследования показали, что медь не значительно изменяет силу смачивания никеля
алюминиевым расплавом. При содержании меди 4-6% наблюдается повышение силы
смачивания на всем температурном интервале исследований. При более низком и
более высоком содержании меди сила
смачивания уменьшается (рис.1).
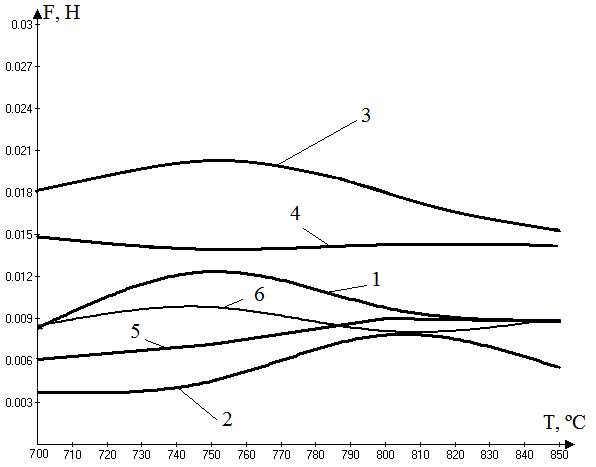
Рисунок 1 - Зависимость силы смачивания никеля алюминием от
процентного содержания меди в расплаве: 1) 99,9 % Al; 2) Al+
2% Cu; 3)Al+4% Cu;
4)Al + 6% Cu;5)Al+10%
Cu; 6)Al + 33% Cu.
Прочность
сцепления алюминиевого и никелевого слоя с повышением температуры формирования
понижается (рис.2), что обусловлено увеличением толщины интерметаллидной
области. Легирование алюминиевого расплава медью снижает прочность сцепления
алюминиевых и никелевых слоев (рис3).

Рисунок 2 -
Зависимость прочности сцепления алюминиевого и никелевого слоя от температуры
расплава 1) 99,9 % Al; 2) Al+2% Cu;
3)Al+6% Cu; 4)Al +
33% Cu.
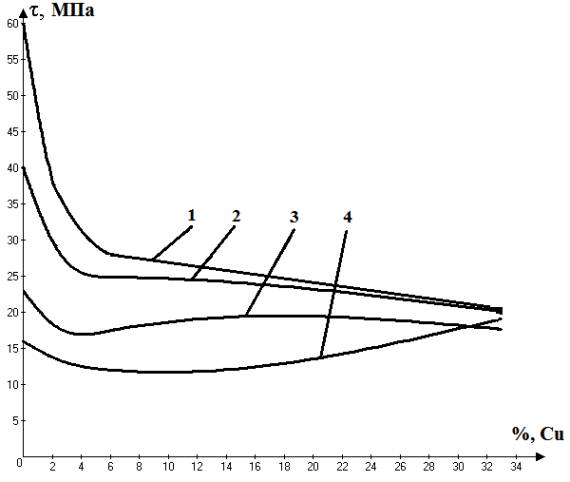
Рисунок 3 -Зависимость прочности
сцепления алюминиевого и никелевого слоя от содержания меди в расплаве 1) 700
ºС; 2) 750 ºС; 3)800 ºС; 4) 850 ºС
Особенно интенсивно снижается прочность
сцепления при легировании медью до 6%, дальнейшее повышение содержания меди в
алюминиевом расплаве практически не оказывает заметного влияния на прочность
сцепления слоев композита.
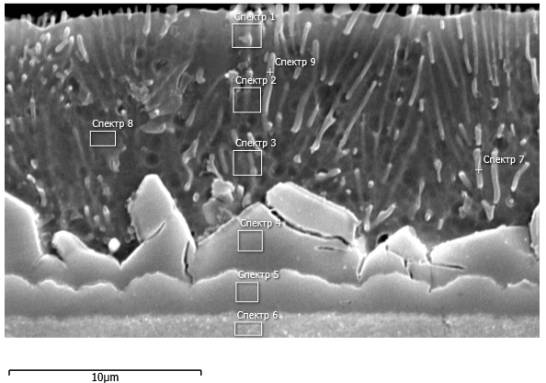
Металлографический
и микрорентгеноспектральный анализ показали, что алюминиевый слой в процессе
формирования насыщается никелем и представляет собой эвтектику α -
твердого раствор на основе алюминия и интерметаллидной фазы Al3Ni. Переходная область состоит из двух
последовательно расположенных интерметаллидных слоев на основе фаз Al3Ni
иAl3Ni2 (рис.4а). Толщина слоя интерметаллидной фазы Al3Ni2,
прилегающего к никелю, составляет 1,5-2,5мкм, а толщина слоя Al3Ni –
1,5-5мкм.
Легирование алюминиевого расплава медью даже в небольших количествах (до
2%) повышает объем интерметаллидных фаз в алюминиевом слое (рис. 4б). Кроме
эвтектики (α
+ Al3Ni) в структуре наблюдается
первичная фаза Al3Ni. Толщина слоев переходной области увеличивается
в 1,5-2 раза, что вероятно и является причиной значительного снижения прочности
сцепления слоев композиционного материала при легировании медью. Разрушение
образцов, как показали исследования, происходит по границе двух
интерметаллидных слоев (рис.4г).
При повышении содержания меди до 6% толщина переходной области
незначительно увеличивается, что приводит к дальнейшему снижению прочности
сцепления слоев.
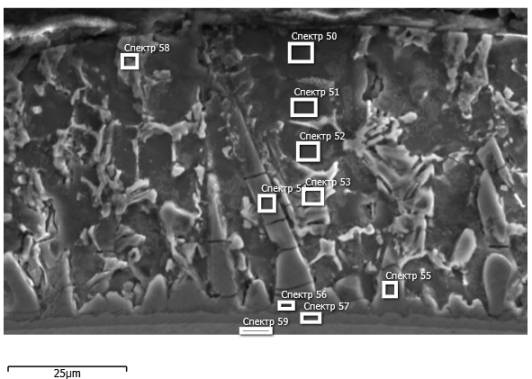
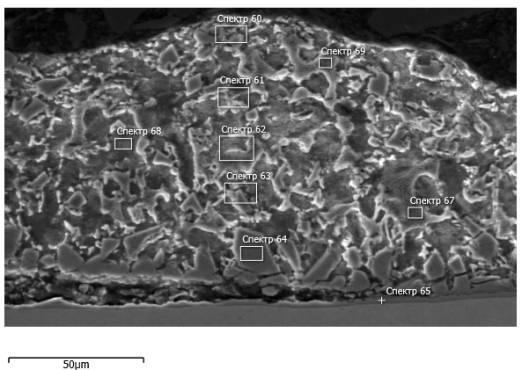
Дальнейшее повышения содержания меди до 33% не приводит к заметному
увеличению толщины переходной области (рис. 4в, рис.4г). Структура алюминиевого
слоя представлена α – твердым раствором меди и никеля в алюминии и T-фазой. В переходной области наблюдается легирование
медью интерметаллидных слоев. Медь замещает никель в фазе Al3Ni до
6,5%, а в фазе Al3Ni2 до 4,5%.
а)

б)
в)
г)
Рисунок 4.
Микроструктура алюминиевого слоя и переходной области:
а) при
окунании никелевых образцов в расплав А7 при температуре 750оС;
б) при
окунании никелевых образцов в расплав Аl+2%Cu
при температуре 750оС;
в) при
окунании никелевых образцов в расплав Аl+10%Cu
при температуре 750оС;
г)при
окунании никелевых образцов в расплав Аl+33%Cu
при температуре 750оС.
Выводы:
1.
Медь
не значительно изменяет силу смачивания никеля алюминиевым расплавом. При
содержании меди 4-6% наблюдается повышение силы смачивания. При более низком и
более высоком содержании меди сила смачивания уменьшается.
2.
Прочности
сцепления никелевого и алюминиевого слоя снижается с увеличением температуры, что
связано с увеличением толщины переходной интерметаллидной области.
3.
Легирование
медью алюминиевого расплава при жидкофазном формировании биметаллов и СКМ
никель-алюминий снижает прочность сцепления слоев композита вследствие
значительного увеличения толщины переходной интерметаллидной области.
Литература:
2. Колачев, Б.А. Металловедение и
термическая обработка цветных металлов и сплавов / Б.А. Колачев, В.И. Елагин,
В.А. Ливанов. – М. : МИСИС, 1999. – 416 с.
3. Ковтунов
А.И, Мямин С.В., Чермашенцева Т.В. Исследование процессов смачивания стали
алюминием при производстве слоистых композитов/ А.И.Ковтунов, С.В. Мямин, Т.В.
Чермашенцева// Сварочное производство. №3, 2011. С.8-11.
4. Ковтунов
А.И, Чермашенцева Т.В., Мямин С.В. Исследование
процессов жидкофазного формирования покрытий на основе алюминидов никеля/
А.И.Ковтунов, Т.В. Чермашенцева, С.В. Мямин, //Упрочняющие технологии и
покрытия. №4, 2013. С.24-28.