к.т.н., доц. Котина Н.М., к.т.н., доц. Куц Л.Е., д.т.н., проф. Родионов И.В., студ. Суслин Г.А., студ. Куц А.К.
Саратовский государственный технический
университет имени Гагарина Ю.А., Россия
Механизм формирования сварных соединений металлов с
неметаллами
Создание технологических процессов диффузионной
сварки металлов с различными видами технической керамики, в том числе ферритов,
невозможно без четкого представления о механизме формирования соединений
разнородных материалов, то есть о процессах физико-химического взаимодействия в
металл – неметаллическом контакте и установления общих химических связей
различного типа (металлических – ненасыщенных со стороны металла и ковалентных
– с жесткими ограничениями на углы, число и длину связей со стороны неметалла)
в контакте соединяемых материалов.
В настоящее время широкое применение в СВЧ
технике находят ферритовые элементы, представленные на рис.1.

Рис.1.
Ферритовые элементы
Из указанных элементов изготавливаются ферритометаллические узлы (ФМУ), представленные на рис.2. При этом
используются процессы диффузионной сварки (ДС) и пайки мягкими и твердыми
припоями.
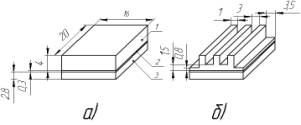
Рис.2.
Конструкции малогабаритных ферритометаллических узлов:
1- ферритовый
элемент; 2- прокладка из меди МБ; 3-компенсатор термических напряжений из
псевдосплава МД (медь + молибден)
Процессы пайки и диффузионной сварки
предполагают существенные термомеханические воздействия на ферритовые элементы
(температуры от 800º до 1000ºС, удельные усилия сжатия от
0,1×107 до 1,5×107 Па). В
этой связи, необходимы оценки высокотемпературной прочности ферритовых
материалов, без которых невозможно проектировать технологические процессы пайки
и диффузионной сварки. В каждом конкретном случае необходимы дополнительные
эксперименты по оценке высокотемпературной прочности конкретной марки
ферритовых материалов.
Важнейшим качественным показателем керамики,
определяющим возможность ее сварки и применения, является прочность и
термостойкость. В процессе сварки и эксплуатации керамических изделий неизбежны
колебания температуры, вследствие чего возникают температурные напряжения.
Температурным изменениям, приводящим к разрушению изделий, соответствует
критическая разность температур, определяемая произведением двух величин:
термического напряжения и фактора формы тела. Сравнение физико-механических
свойств показывает, что термостойкость ферритов в 5 - 14 раз ниже, чем
алюмооксидной керамики, а самые низкие значения имеют феррошпинели. Поэтому
обычно используемые при сварке электроизоляционных керамик скорости нагрева и
охлаждения (0,25 - 0,3 K/с.) при сварке ферритов пригодны только для небольших
узлов. Для узлов больших размеров они должны быть понижены до 0,08 - 0,12 K/c.
Таким образом, скорости нагрева и охлаждения – важные параметры сварки металлов
с керамическими материалами.
Одна из основных проблем технологии диффузионной
сварки ферритов с металлами – возможность изменения структуры и основных
электромагнитных параметров ферритов. Большое многообразие физических и
химических свойств ферритовых материалов требует оценки влияния
вакуумно-термического воздействия на параметры фактически каждого типа
ферритов. Глубина этого влияния определяет дальнейшую технологию изготовления
ферритометаллических узлов. Учитывая, что ферритовая структура может быть
изменена под действием нагрева в вакууме и что причина такого изменения будет
связана с потерей кислорода, измерение температурной зависимости удельного
электросопротивления феррита было выбрано как основной способ оценки таких
изменений. Исследования показали, что нагревание ферритов в вакууме влияет на
их электросопротивление и некоторые другие характеристики [1]. Уменьшение
электросопротивления можно объяснять потерей кислорода ферритовым материалом и,
как результат, появление дополнительного количества ионов Fe2+. Это
подтверждается результатами дополнительных химических исследований: исходный
феррит содержал 0,11-0,17% Fe2+,
после нагревания при 1173 К – 1,47-1,59% Fe2+. Наблюдается
увеличение доли катионов Fe2+ и электропроводности феррита.
Необходимо отметить, что повторное нагревание на воздухе фактически
восстанавливает электропроводность, что объясняется возвратом кислорода в
структуру феррита. Все эти выводы справедливы для классических режимов
диффузионной сварки (рис. 3).
Рис. 3. Зависимости
прочности соединений
феррограната З0СЧ6 +
медь МБ (1 - от температуры; 2 - от сварочного давления; 3 - от времени
изотермической выдержки)
Таблица
Температура сварки и прочностные характеристики
материалов
|
Материал |
Температура сварки |
Прочность соединения,
МПа |
|
|
Абсолютная, К |
Гомологическая, Тсв/Тпл |
||
|
Pb - Al2O3 |
563 |
0,94 |
56 |
|
Al - Al2O3 |
893 |
0,96 |
95 |
|
Cu - Al2O3 |
1298 |
0,96 |
153 |
|
Cu - Y2,22 Cd0.75 O12 (феррогранат) |
1298 |
0,96 |
65 |
|
Cu - ультрафарфор |
1303 |
0,96 |
120 |
|
УФ46 |
1313 |
0,97 |
180 |
|
Cu - ВК94-2 |
1623 |
0,94 |
200 |
|
Ni - Al2O3 |
1647 |
0,89 |
220 |
|
Fe - А12O3 |
893 |
0,96 |
180 |
|
АМц-ВК94-1,
АМц-ВК100-2 |
893 |
0,96 |
70 |
Выводы:
Соединение феррограната 30СЧ6+медь МБ с высокой
прочностью могут быть получены при температуре 1190÷1210 К, давлении 16÷20 МПа, времени
17÷19 мин. (табл.) [2].
Литература
1.
Куц,
Л.Е. Влияние термовакуумной обработки на свойства ферритовых материалов / Л.Е.
Куц, О.Ю. Жевалев, Н.М. Котина, Г.В. Конюшков // Вакуумная техника и
технология, Санкт-Петербург, июнь 2011 г. Т.21 №2. С.74.
2.
Куц,
Л.Е. Изменение свойств ферритовых материалов при нагреве в вакууме /Л.Е. Куц,
О.Ю. Жевалев, Н.М. Котина, В.Г. Конюшков //Вакуумная техника и технология,
Санкт-Петербург. 2011. Т.21 №4. С.237-238.