к.т.н. Шмидт И.В., д.т.н. Дьяконов А.А.
Южно-Уральский государственный университет,
Россия
Теплофизические особенности шлифования
конструкционных композитных материалов
 Для определения температур, возникающих при
обработке слоистых систем, был проведен специальный эксперимент, представляющий
собой измерение температур в двух точках слоистой системы типа «ПКМ – металл» в
процессе шлифования методом искусственной термопары.
Для определения температур, возникающих при
обработке слоистых систем, был проведен специальный эксперимент, представляющий
собой измерение температур в двух точках слоистой системы типа «ПКМ – металл» в
процессе шлифования методом искусственной термопары.
Эксперимент проводился на плоскошлифовальном станке модели 3Г71 (рис. 1), в качестве режущего инструмента использовался шлифовальный круг 250х40х76 марки 24А40НСМ6К. Температуры – термо-ЭДС, возникающие в спае термопары при нагревании материала вследствие действия шлифовального круга, фиксировались с помощью самописцев (рис. 1).
Шлифовались двухслойные металлополимерные образцы с закрепленными у обрабатываемой поверхности и границе слоя ПКМ и металла искусственными термопарами (хромель – копель) (рис. 2, 3).
Характеристики шлифуемых образцов представлены в таблице.
Эксперимент осуществлялся следующим образом. Концы термопар, закрепленные в образце, присоединялись к самописцам. Процесс шлифования происходил без подачи технологической жидкости (это связано с трудностями изолирования термопар). В виду небольшой ширины образца их шлифование проводилось только при радиальной подаче. В процессе всего периода шлифования фиксировались температуры на обрабатываемой поверхности ПКМ и на границе слоя ПКМ и металла. Также в течение всего процесса фиксировалось количество рабочих ходов стола, время шлифования и снятый припуск. Это позволило рассчитать фактические режимы шлифования. После срезания термопары, находящейся у обрабатываемой поверхности, продолжали проводить замеры температур по глубине исследуемого образца по второй термопаре. Результатом экспериментов являются осциллограммы, полученные на самописцах (рис. 4).
|
|
|
|
Рис.
2. Схема плоского |
Рис. 3. Металлополимерный образец |
Таблица
Характеристики
образцов
|
№
п/п |
Параметр |
Обрабатываемый
слой |
Основной
элемент |
|
1 |
Материал |
Thortex Metal Tech EG; ЛЕО-сталь |
сталь
45 |
|
2 |
Толщина |
l1 = 3; 4
мм |
6
мм |
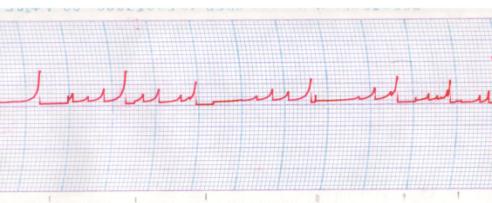
Рис. 4. Пример осциллограммы показаний термопар
В результате эксперимента были получены осциллограммы температур на обрабатываемой поверхности и в глубине слоя ПКМ по времени шлифования (рис.5, 6).
 Цена деления по времени (абсцисса) на
осциллограмме на поверхности составляет
0,02 с, для осциллограммы в глубине слоя ПКМ цена деления по времени соответствует
0,04 с (рис. 6). Цена деления по ординате в обоих случаях соответствует 6 °С.
Цена деления по времени (абсцисса) на
осциллограмме на поверхности составляет
0,02 с, для осциллограммы в глубине слоя ПКМ цена деления по времени соответствует
0,04 с (рис. 6). Цена деления по ординате в обоих случаях соответствует 6 °С.
Фиксирование температуры контрольно-измерительным прибором на осциллограмме началось на глубине 0,45 мм от зоны резания. При этом значения измеренной температуры составляли на глубине 0,45 мм – 18°С, а на глубине 0,35 мм – 30°С (см. рис. 6).
На осциллограмме наблюдаются всплески
температур при рабочем ходе и при обратном ходе стола. Это связано с тем, что
при рабочем ходе снимается не весь припуск и при холостом ходе стола происходит
снятие остатка припуска. На рис. 7 представлена часть осциллограммы: радиальная
подача составила 0,03 мм/ход, при этом фактическая глубина резания при первом ходе
стола равна 0,02 мм/ход, на втором ходе – 0,01 мм/ход (первый и третий всплески
температур на осциллограмме). Второй и четвертый температурные всплески
относятся к времени обратного хода стола.
Работа выполнена при финансовой поддержке Гранта Президента РФ
№ МК-873.20014.8.