Технічні науки / 3. Галузеве машинобудування
Гармак
Б.А., Ланець О.С., Гордєєв А.І.
Хмельницький національний університет
АВТОМАТИЗОВАНА
ЛІНІЯ ДЛЯ ФІНШНИХ ОПЕРАЦІЙ ОБРОБЛЕННЯ ВАЛІВ
Завдання
очищення зовнішніх і внутрішніх поверхонь деталей від окалини, оксидів, бруду,
округлення гострих кромок довільного радіуса, видалення задирок, а також
обробки цих поверхонь перед нанесенням покриттів фізико-хімічними методами або
фарбуванням на машинобудівних підприємствах існує давно.
Для
вирішення цього завдання у промисловості, в основному, використовують такі
методи очищення: механічний (віброабразивна, просторова,
піскоструменева обробки), фізичний (ультразвукова
обробка, струменевий облив), хімічний (ополіскування
синтетичними миючими засобами, обробка розчинно-емульгуючими
засобами), комбінований (фізико-хімічна, фізико-механічна обробка).
Найпоширенішим є механічний метод (віброабразивна обробка -віброполірування),
що характеризується універсальністю, малою енергоємністю, простотою утилізації
відходів та легкістю забезпечення відповідності санітарним нормам [1,2].
Процес
автоматизації та створення автоматизованих ліній фінішних операцій є актуальною
технічною задачею.
Метою роботи є створення автоматизованої лінії для
фінішних операцій технологічного процесу виготовлення валів, зображених на рис.1. Запропоновано наступний склад
лінії. Перший – комплекс піскоструминної обробки, що містить піскоструминний
бункер та похилий стрічковий транспортер, який призначено для відведення
відпрацьованого матеріалу.
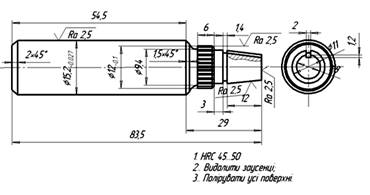
Рис.1. Креслення валу
Другий комплекс – торцеве шліфування валів, що містить
шліфувальний автомат, деталі в який подаються із живильника відводу деталей з піскоструминного
бункера. Після шліфування деталі проходять фінішну операцію – полірування поверхні в контейнері
вібраційної машини торового типу.
Загальний вигляд
лінії наведено на рис.2. Вона складається: з піскоструминного бункера 1, який
містить живильник подачі та відводу деталей та стрічкового підйомника призначеного для відведення відпрацьованого матеріалу; комплексу торцевого шліфування валів 2; вібраційного сепаратора 3; вібраційної машини торового типу 4; вібраційного живильника 5.
Комплекс
піскоструминної обробки валів працює наступним чином. Вали накопичуються в
лотку. Крайній нижній вал захоплюється зубцем закріпленим до ланцюга, що приводиться
в рух мотор-редуктором. Ланцюговий транспортер працює дискретно (періодичної
дії). Коли в зону обробки входять вали, що транспортуються на зубцях, двигун
мотор-редуктора вимикається. Вальці опускаються
вниз за допомогою блоку пневмоциліндра і обтискають вали, що підлягають обробці.
Вмикається двигун, який через механізм прокрутки обертає вали. Через сопла
піскоструминна суміш під тиском потрапляє на поверхню валів, де знімає з них
залишки попередньої механічної обробки та згладжує нерівності, гострі кромки.
Обробка валів піскоструминною сумішшю відбувається одночасно з двох сторін
(торців).
Через одну хвилину
вальці піднімаються вгору за допомогою блоку пневмоциліндра
і звільняють вали. Одночасно вимикається двигун механізму прокрутки. Двигун
мотор-редуктора вмикається, і в зону
обробки входить наступних два вали. Операція повторюється.
Рис.2. Лінія фінішної обробки валів: 1 – комплекс
піскоструминної обробки валів; 2 – комплекс торцевого шліфування валів; 3 –
вібраційний сепаратор;
4 – вібраційна машина торового
типу; 5 – вібраційний живильник
Залишки обробки
скидаються в бункер і потрапляють на стрічку
підйомника, де вони після просіювання ідуть на повторне використання.
Вали після обробки скидаються у
відвідний лоток, звідки йдуть на наступні технологічні операції.
Подавання валів в
робочу область на операцію шліфування відбувається з використанням ланцюгового
живильника. Комплекс торцевого шліфування валів працює в автоматичному режимі
наступним чином. Деталі-вали
накопичуються в лотку, де захоплюються ланцюгом, що приводиться в рух
мотор-редуктором. Деталі транспортуються на позицію шліфування. Для їх
фіксування та обкочування використовуються притискні ролики, приведення яких в
рух здійснюється двигуном. Двигун через пасову передачу приводить абразивну стрічку
в рух, яка і обробляє торці деталей.
На позиції обробки
деталей мотор-редуктор відключається. Після шліфування торців механізми
затиску деталі відводяться і вона потрапляє в відвідний лоток, після чого в вібраційну
машину торового типу, де вали поліруються.
Після розділення
від наповнювача вали через рукав випадають на сито вібраційного живильника, де
з валів струшуються залишки обробки.
Запропонована
автоматизована лінія для фінішних операцій обробки валів дозволить підвищити продуктивність
процесу та якість виробів за рахунок виведення з технологічного процесу
монотонних операцій ручної праці.
Література
1. Бабичев А. П. Вибрационная
обработка деталей в абразивной
среде / А. П. Бабичев. – М. : Машиностроение,
1968. – 92 с.
2. Бєрнік П.
С. Конвеєрні вібраційні машини для оздоблювально-
зміцнювальної обробки / П. С. Бернік, І. П.
Паламарчук. - К. : Вища школа, 1996. - 327 с.