Технічні науки / 3. Галузеве машинобудування
Присяжний Л.В., Урбанюк Є.А., Каразей В.Д.
Хмельницький національний
університет
КОМП’ЮТЕРНЕ МОДЕЛЮВАННЯ НАГРІВАННЯ ПУАНСОНА ВЗУТТЄВОЇ ПРЕС-ФОРМИ
Взуттєві прес-форми різних типів та конструкцій широко використовуються
для виконання різноманітних технологічних операцій на взуттєвих фабриках. До
одного з типів таких прес-форм відносяться прес-форми для гарячого формування
сліду взуття, затягнутого на взуттєву колодку.
Такі прес-форми проектуються технологами-взуттєвиками і далі виготовляються
переважно на машинобудівних підприємствах. Однак в зв’язку з низьким рівнем
використання комп’ютерних технологій для проектування прес-форм, вони мають
невисоку якість, пов’язану з забезпеченням необхідного температурного режиму.
Нижче
представлена базова прес-форма (рис.1) для гарячого формування сліду взуття,
конструкція якої тривалий час використовувалась на Хмельницькій взуттєвій фабриці
для формування сліду чоловічого та інших видів взуття.
Основу
прес-форми складає зварний пуансон, який включає в себе профільну пластину 1
(пуансон), кільцеву фігурну боковину (обичайку) 2 та внутрішнє кільцеве ребро
3. В кільцевому пазу, утвореному стінками ребра 3 та обичайкою 2 встановлений
нагрівний елемент 7 (з керамічними ізоляторами), який додатково ізолюваний від
профільної пластини й, ребра 3 та обичайки 2 - азбестовими пластинами 4 і 12.
Пуансон має лапи 5 і 6 для кріплення до стола преса. Кінці нагрівного елементу виводяться з пуансона через отвори
керамічних ізоляторів 8.
Робоча
поверхня профільної пластини 1 пуансона виконувалась відповідно до форми сліду
взуттєвої колодки певного розміру.
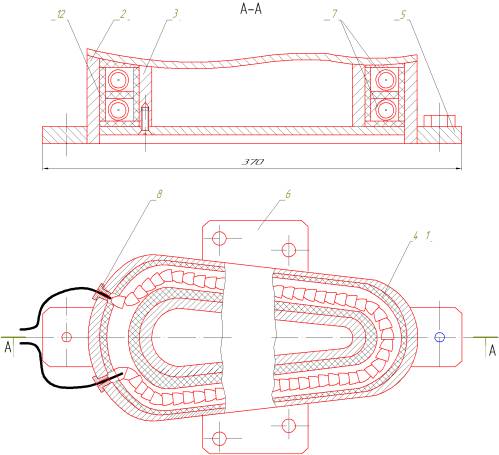
Рис. 1 –
Базова прес-форма для гарячого формування сліду взуття
В практиці проектування прес-форм
для гарячого формування сліду тепловий розрахунок прес-форм не проводиться, а
параметри нагрівника 7 вибираються наступним чином:
1) встановлюється температура
робочої поверхні прес-форми. Для кращого формування сліду взуття вона
призначається максимально можливою і обмежується температурою «зварювання» для відповідного матеріалу верху взуття, при
якій можливі деструктивні зміни в матеріалі верху взуття і погіршення його
механічних властивостей;
2) встановлюється робоча напруга
на нагрівному елементі, виходячи з правил безпечної експлуатації прес-форми: U
= 36 В; вид
електричного струму – змінний;
3) параметри нагрівника (робочий
струм, опір, матеріал; діаметр дроту, кількість витків та їх діаметр)
підбираються або за наближеними розрахунками або частіше експериментальним
шляхом;
4) контроль температури робочої
поверхні прес-форми проводиться наближено за допомогою термопари, встановленої
в корпус прес-форми; регулювання температури проводиться реостатом або
спеціальним блоком регулювання температури, який періодично (для підтримки
попередньо заданої температури) вмикає подачу напруги на нагрівник прес-форми.
Аналіз експлуатації таких
прес-форм показав наступне: спостерігається часте перегорання спіралі
нагрівника; нагрів прес-форми вимагає тривалого часу (20-30 хв.); температура
на поверхні пуансона прес-форми є нерівномірною.
Метою роботи є дослідження процесу нагрівання робочої поверхні пуансона прес-форми та розробка рекомендацій для покращення рівномірності її прогрівання. Для моделювання процесу нагрівання прес-форми використовували широко відомий САЕ-пакет SolidWorks Simulation, який дозволяє проводити температурний аналіз методом скінчених елементів
Для виконання термічного аналізу в Simulation:
1.
Створювали
термічне дослідження для стаціонарного процесу.
2.
Встановлювали
матеріал для пуансона прес-форми та задавали його теплопровідність.
3.
Визначали
термічні навантаження/обмеження.
Simulation дозволяє визначити температуру,
конвекцію, тепловий потік, теплову потужність, а також випромінювання. Можна
вказувати температуру граням, краям і вершинам моделі в якості граничних умов.
Теплова енергія вказується як тепловий потік або теплова потужність. Конвекція
й випромінювання застосовуються в якості крайових (граничних) умов.
4.
Створювали
сітку моделі й проводили дослідження.
Якщо запустити дослідження перед створенням
сітки, програма автоматично створить сітку дослідження перед запуском. Команду
запуску дослідження можна також активувати, установивши прапорець Запуск аналізу
після створення сітки у вікні PropertyManager «Сітка».
5.
Переглядали
результати моделювання у вигляді температури на поверхнях пуансона прес-форми.
6. Проводили експериментальну
перевірка температур на робочій поверхні прес-форми з метою підтвердження
отриманих результатів і методики чисельного моделювання в Simulation.
Моделювання температурних полів проводили у базовій прес-формі (при товщині ізолятора S=30мм).
Задачу моделювання процесу нагрівання пуансона прес-форми ставили з позицій виконання технологічної операції гарячого формування сліду взуття, основними вимогами якої є:
а) температура робочої поверхні пуансона повинна (в залежності від виду матеріалу верху взуття) знаходитися в межах 90…1300С. Зауважимо, нагрівник повинен бути достатньо потужним, а регулювання температури може здійснюватися з використанням реле часу, термопар та блоків для підтримки і регулювання температури, що випускаються промисловістю;
б)
температура робочої поверхні пуансона (в першу чергу в робочій зоні, де відбувається
формування (спресовування) затяжної кромки) повинна бути якомога більшою (але
меншою температури зварювання матеріалу верху взуття) та однаковою у робочій
зоні, тобто Трп = const.
Для моделювання температурних полів базової прес-форми будували 3D-модель пуансона прес-форми (рис.2.).
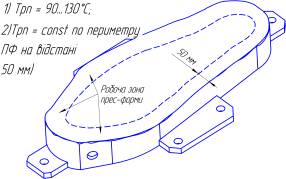
Рис. 2 – 3D-модель пуансона базової прес-форми для моделювання теплових процесів
Враховуючи складність моделі пуансона прес-форми, для спрощення (зменшення розмірності задачі) моделювання була розроблена віртуальна модель прес-форми (рис.3), яка представляє собою плоску стальну пластину пуансона (товщиною 4 мм), яка опирається на керамічний ізолятор (товщину ізолятора прийняли рівним у базовій прес-формі S=30 мм). В середині ізолятор має нагрівний канал, який розташований під робочою зоною пластини.
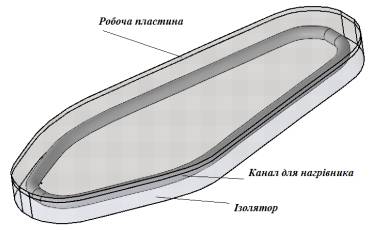
Рис.3 – Віртуальна 3D-модель пуансона з ізолятором базової прес-форми для моделювання теплових процесів

а)

б)
Рис. 4 – Термічні навантаження на модель: а – теплова потужність (50…200 Вт); б – конвекція верхньої поверхні пластини із зовнішнім середовищем
Для моделювання усталеного процесу нагріву ізолятора та пуансона в пакеті Simulation задавали наступні термічні навантаження (рис. 4):
а) теплову потужність у ватах (від 50 до 200 Вт) прикладали до нагрівного каналу ізолятора (рис.4, а);
б) враховували, що відвід тепла відбувається через верхню поверхню робочої пластини в зовнішнє середовище через конвекцію (теплообмін) (рис.2.4,б), який враховували через коефіцієнт К = 25 Вт/м2хК.
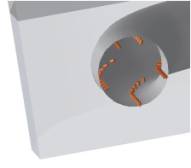
Розміщення каналу нагрівника у базовій прес формі представлено на рис.5.
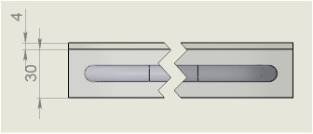
Рис.5 – Розташування каналу нагрівника у базовій прес-формі
За результатами моделювання усталеного режиму нагрівання ізолятора і пуансона від нагрівника з потужністю 200 Вт, отримали епюри температур на робочій поверхні (рис.6) та в ізоляторі (рис.7).
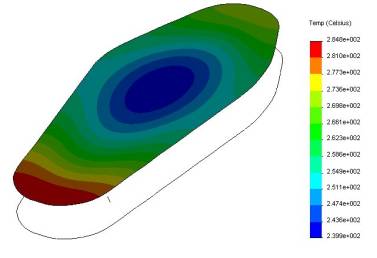
Рис.6 – Епюра температур (усталений режим) на поверхні пластини пуансона (потужність нагрівника – 200 Вт)
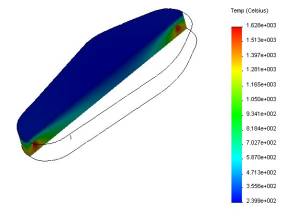
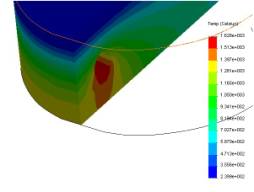
Рис.7 – Епюра температур (усталений режим) на поверхні та в перерізі ізолятора(потужність нагрівника – 200 Вт; товщина ізолятора–30 мм)
З епюр видно, що температура в робочій зоні поверхні пуансона коливається в значних межах: 251 … 2850С, а температура в каналі нагрівника (рис 2.7) досягає 16280С, що значно перевищує температуру плавлення ніхромового дроту (Тпл = 12000С). Високу температуру в каналі можна пояснити тим, що теплу нікуди діватись, воно накопичується в тілі ізолятора і приводить до підвищення температури в зоні розташування нагрівника.
Було запропоновано розміщати нагрівник якомога ближче до стальної пластини пуансона. Нове розміщення нагрівника показано на рис. 2.8. Товщину ізолятора прийнято конструктивно рівною 12 мм, а відстань від каналу до зовнішньої плоскої поверхні ізолятора прийнято рівною 1мм (діаметр нагрівного каналу – 10 мм). Потужність нагрівника – 200 Вт.
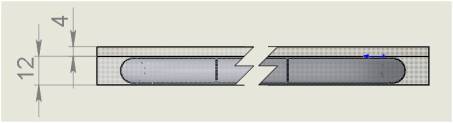
Рис.8 – Розташування каналу нагрівника у новій прес-формі
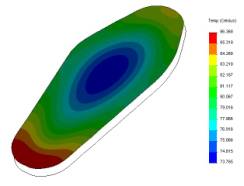
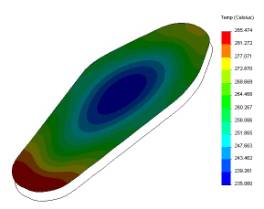
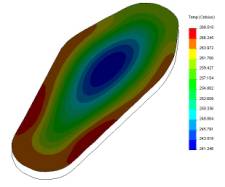
Результати моделювання температур в ізоляторі прес-форми представлені на епюрі (рис.9).
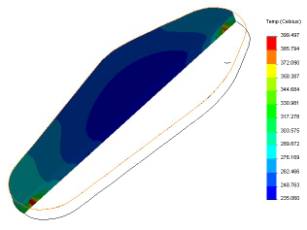
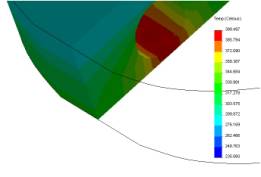
Рис.9 – Епюра температур (усталений режим) на поверхні та в перерізі ізолятора (потужність нагрівника – 00 Вт, товщина ізолятора–12 мм)
Як видно з епюри (рис.9) температура в каналі нагрівника не перевищує 3990С, що забезпечує сприятливі умови роботи нагрівного елементу з ніхрому.
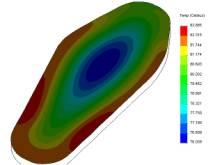
Надалі для даної схеми розташування нагрівного елементу в ізоляторі з товщиною 12 мм моделювали розподіл температур на робочій поверхні пластини пуансона при наступних потужностях нагрівника: 50; 75; 100; 125; 150; 175 та 200 Вт. Епюри температур на робочій поверхні пуансона представлені на рис.10 (а-з).
Аналіз отриманих епюр показав наступне коливання температур нагрітої поверхні пуансона (в усталеному режимі):
а) для 50 Вт – Трп = 78…860С; ∆Трп =180С;
б) для 75 Вт – Трп = 105…1200С; ∆Трп =150С;
в) для 100 Вт – Трп = 136…1530С; ∆Трп =170С;
г) для 125 Вт – Трп = 162…1860С; ∆Трп =240С;
д) для 150 Вт – Трп = 194…2190С; ∆Трп =250С;
ж) для 175 Вт – Трп = 219…2520С; ∆Трп =330С;
з) для 200 Вт – Трп = 252…2850С; ∆Трп =330С.
Значне коливання температури в робочій зоні поверхні пуансона не дозволяє забезпечити необхідний температурний режим гарячого формування затяжної кромки взуття у прес-формі і потребує певних заходів для вирівнювання температури на робочій поверхні пуансона. З епюр (рис.10) видно, що найбільша температура спостерігається у п’ятковій та носковій частині робочої поверхні пуансона.
 а)
а) 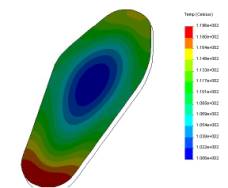 б)
б)
 в)
в) 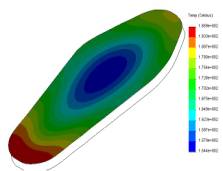 г)
г)
 д)
д)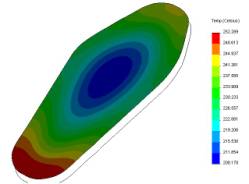 ж)
ж)
 з)
з)
Рис.10 – Епюри температур на робочій поверхні пуансона: а – 50 Вт; б – 75 Вт; в – 100 Вт; г – 125 Вт; д – 150 Вт; ж – 175 Вт; з – 200 Вт
Для зменшення температури в цих частинах поверхні пуансона було запропоновано зменшити підведення теплової потужності до тих частин температурного каналу нагрівника, які безпосередньо знаходяться під п’ятковою та носковою частиною поверхні пуансона. За допомогою комп’ютерного експерименту було встановлено, що коли до частин зменшити підведену теплову потужність на 25%, а до середніх частин нагрівного каналу її добавити (теж на 25%), то при незмінній загальній тепловій потужності підведеній до нагрівного каналу, можна спостерігати вирівнювання температури в робочій області поверхні пуансона.
Практична реалізація такого підведення теплової потужності у нагрівному каналі може бути здійснена наступним чином: спіраль нагрівника перед укладкою розтягують на довжин, яка менша від довжини каналу нагрівника на 25%, а далі, частини спіралі, що відповідають п’ятковій та носковій частинам нагрівника, додатково розтягують ще на ¼ загальної довжини спіралі. Схема такої «розумної» укладки нагрівника показана на рис.11.
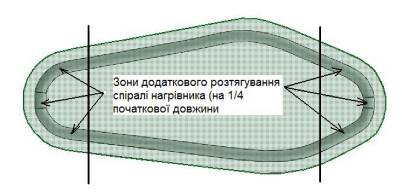
Рис.11 – Схема «розумної» укладки нагрівника у новій прес-формі
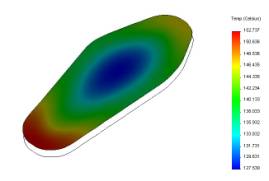
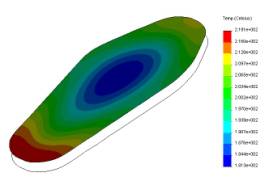
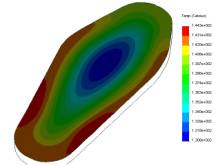
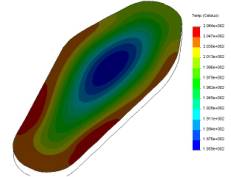
Надалі для даної схеми з «розумною» укладкою нагрівного елементу в ізоляторі моделювали розподіл температур на робочій поверхні пластини пуансона при тих самих потужностях нагрівника: 50; 75; 100; 125; 150; 175 та 200 Вт. Епюри температур на робочій поверхні пуансона представлені на рис.12 (а-з).
 а)
а) 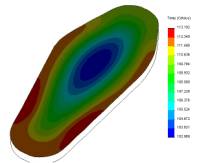 б)
б)
 в)
в) 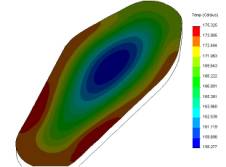 г)
г)
 д)
д) 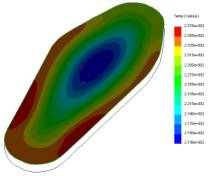 д)
д)
 з)
з)
Рис.12 – Епюри температур на робочій поверхні пуансона при «розумній» укладці нагрівника: а – 50 Вт; б – 75 Вт; в – 100 Вт; г – 125 Вт; д – 150 Вт; ж – 175 Вт; з – 200 Вт
Аналіз отриманих епюр показав наступне коливання температур нагрітої поверхні пуансона (в усталеному режимі):
а) для 50 Вт (Н-С-П)=(6-37-7)Вт: Трп = 79…830С; ∆Трп =40С;
б) для 75 Вт – Трп = 107…1140С; ∆Трп =70С;
в) для 100 Вт (Н-С-П)=(6-37-7)Вт: Трп = 137…1440С; ∆Трп =70С;
г) для 125 Вт – Трп = 166…1770С; ∆Трп =110С;
д) для 150 Вт (Н-С-П)=(18-111-21)Вт: Трп = 196…2060С; ∆Трп =100С;
ж) для 175 Вт – Трп = 223…2350С; ∆Трп =120С;
з) для 200 Вт (Н-С-П)=(24-148-28)Вт: Трп = 254…2680С; ∆Трп =140С.
Як видно нерівномірність температури поверхні нагрівника ∆Трп в робочій зоні пуансона зменшилась 2… 2,5 рази. Для нагрівника з тепловою потужністю в 100 Вт відхилення температури в робочій зоні пуансона не перевищують 70С, що можна вважати задовільним для технологічного режиму формування сліду.
Для експериментальних досліджень температурних полів на
робочих поверхнях пуансонів прес-форм був розроблений і виготовлений стенд
(рис.13).
На рис.14 показані дві прес-форми
для досліджень: ліва – звичайною із рівномірною укладкою спіралі нагрівника;
права – із запропонованою нерівномірною укладкою витків спіралі нагрівника. На
пуансонах обох прес-форм нанесені контрольні точки для вимірювання температури
(10 точок).
Вимірювання температури в
контрольних точках проводили безконтактним цифровим пірометром G900.
За результатами експериментальних досліджень при підведеній тепловій потужності до нагрівника (100 Вт) були побудовані графіки температури робочої поверхні обох пуансонів в контрольних точках отриманої експериментально (на стенді) та шляхом моделювання (рис.15 -16).
З
обох графіків видно, що теоретичні і експериментальні криві знаходяться близько
одна до одної, що свідчить про достатньо високу точність результатів отриманих
комп’ютерним моделювання температури в пакеті Simulation (похибка
визначення температури не перевищує 5…80С).

Рис.13 – Стенд для експериментального визначення температури робочої
поверхні пуансонів прес-форм

Рис.14 – Прес-форми з нанесеними на пуансони контрольними точками для
вимірювання температури
Видно також те, що визначена експериментально температура в контрольних точках дещо менша від теоретичної, що очевидно пов’язано з тим, що в розрахунках не враховувався теплообмін між обичайкою пуансонів і оточуючим середовищем.
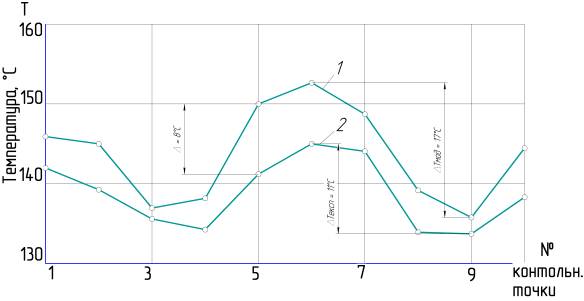
Рис.15 – Результати експериментального (2) та теоретичного (1) визначення
температури в контрольних точках пуансона прес-форми з рівномірною укладкою
витків спіралі нагрівника
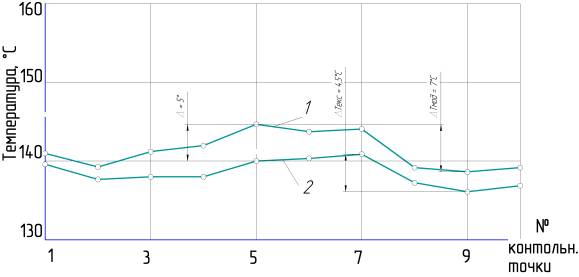
Рис.16 – Результати експериментального (2) та теоретичного (1) визначення
температури в контрольних точках пуансона прес-форми з нерівномірною укладкою
витків спіралі нагрівника
Результати
експериментального (2) та теоретичного (1) визначення температури пуансона
прес-форми з нерівномірною укладкою витків спіралі нагрівника показало добру
рівномірність прогрівання пуансону в контрольних точках: різниця температур в
робочій зоні пуансона не перевищила 4,5…80С.