Аспирант Штуць Андрей Анатольевич
Аспирант Явдык Вита Викторовна
РАЗВИТИЕ
ТЕХНОЛОГИЧЕСКИХ ВОЗМОЖНОСТЕЙ ПРОЦЕССОВ
ШТАМПОВЫМ ОБКАТЫВАНИЕМ
В РЕСУРСОСБЕРЕГАЮЩЕМ ПРОИЗВОДСТВЕ В АГРОПРОМЫШЛЕННОМ КОМПЛЕКСЕ
Не смотря на то, что
технологии штамповки обкатыванием имеют многочисленные преимущества по
сравнению с традиционными способами, а также высокие экономические и
технологические показатели, указанный метод не получил широкого применения.
Машиностроение массово
изготавливает и применяет осесимметричные детали различных конструкций типа
кольц, бандажей, фланцев. Годовая потребность, в том числе и Украины, в деталях
такого типа колеблется в значительных пределах и может достигать десятков
миллионов штук. В частности, потребность в заготовках фланцев, бандажей, колец
только предприятий химического машиностроения Российской Федерации составляет в
год - 1865,2 тыс. шт. (57,3 тыс.т), из них штампованных - 778,2 тыс. шт. (37,7
тыс.т) или только ≈ 40 %, при этом около 15 % от общего количества
составляют фланцы из легированных сталей [1].
По данным зарубежных фирм,
при обработке резанием коэффициент использования материала (КИМ) составляет
40-50%, а при использовании холодной штамповки – 75-80% [4]. Если учесть расход
энергии на производство стали и ее обработку на единицу веса готовой детали, то
она составляет при обработке резанием 66-82 мДж/кг, а при холодном пластическом
деформировании 41-49 мДж/кг.
Относительное количество
деталей указанной группы постоянно растет, что связано с тенденцией снижения
материалоемкости машин и использования новых материалов с повышенными
механическими свойствами. Их изготовление предполагает использование процессов
горячей обработки металлов давлением, а также применение методов, основанных на
значительных затратах материальных и сырьевых ресурсов [4].
Последние являются
неэкономичными и имеют значительные капитальные (дорогое и разноплановое
оборудование) и текущие (повышенные затраты материалов, энергоносителей и
других ресурсов) расходы. Поскольку, большинство традиционных способов
обработки металлов давлением направлена на обработку в горячем состоянии, то
кроме технологических затрат на нагрев,
нагревательное оборудование и др., необходимо учитывать и среды, безвозвратные
потери на отходы и др.
Наиболее распространенными
на сегодняшний день методами традиционного промышленного изготовления
осесимметричных кольцевых деталей являются:
- горячая штамповка из сплошной заготовки с прошивкой или
вырубкой центрального отверстия;
- горячая открытая и закрытая, холодная штамповка из трубчатой
заготовки предварительно отделенной от трубы;
- горячее продольное прокатывание прошитой или трубной
заготовки.
При изготовлении
осесимметричных деталей приобретают все большое распространение ротационные
способы, которые основаны на ограничении зоны пластического деформирования с
многократным циклическим перемещением этой зоны по всему объему заготовки. [3].
В частности, применяются
технологические процессы изготовления кольцевых деталей необходимого размера,
которые включают их формирование из сплошной заготовки с применением объемной
штамповки ковкой, при которой удаляют
внутренние и внешние отходы. В результате чего заготовка принимает форму
толстого кольцевого полуфабриката, который подвергается последующей горячей
раскатке на специальных станках. Преимущество использования указанной
технологии заключается в том, что она обеспечивает получение внутренних и
внешних отходов относительно небольших размеров. Такой технологический процесс
положен в основу автоматических линий Wagner (Германия) [2]. Основными
недостатками процесса является обработка в горячем состоянии, наличие отходов и
определенные технологические ограничения, относительно геометрических
соотношений размеров и конструктивных форм.
Одной из особенностей,
которая уменьшает затраты при производстве осесимметричных деталей является то,
что наиболее простым за организацией движением для специализированного
оборудования является вращательное движение активного инструмента. В свою
очередь, осесимметричных детали имеют разветвленные конструктивные особенности
(рис. 1). Главным классифицирующим отличием является отсутствие или наличие
центрального отверстия, что не только влияет на технологические особенности
изготовления, а является решающим при выборе исходной заготовки (цилиндрической
или кольцевой).
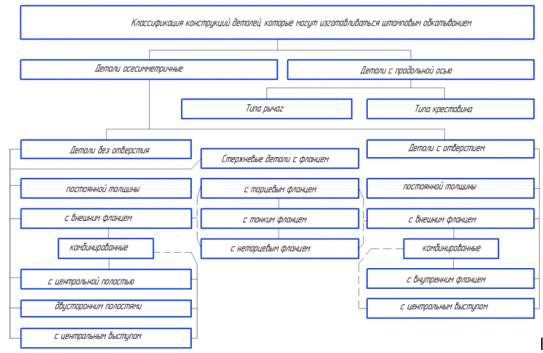
Рис. 1.
Классификация деталей,
которые могут
эффективно изготавливаться штамповкой обкатыванием
Очаг локальной пластической
деформации формируется в зоне контакта с активным коническим инструментом, и
определяется: 1) углом прецессии - γ, он же является геометрическим
параметром активного инструмента, поскольку определяет угол наклона образующей
конической поверхности; 2) частотой нутации (колебаний) оси активного
инструмента - n; 3) осевой скоростью сближения инструментов - υ. Все эти технологические
параметры процесса взаимосвязаны [2].
ВЫВОДЫ
Технологические возможности
штамповки обкатыванием ограничиваются преимущественно потерей устойчивости и
разрушениям заготовки, а их расширение возложено путем управления направлением
течения материала заготовки и создания благоприятных напряженно-деформированных
схем. При этом можно обеспечить коэфициент использования металла > 0,9 и
достижения точности размеров заготовок
по 8- 12 квалитетам точности.
Исследовано преимущества и
недостатки существующих методов изготовления различных типов деталей. На основе
рассмотренных технологических процессов и основные преимущества технологии
штамповки обкатыванием, что позволяет определить на основные направления
развития, совершенствования и применения метода как ресурсосберегающий. При
этом важное место занимают технологические процессы получения эффективной
цилиндрической или кольцевой заготовки, которые также базируются на принципах
локализации очага пластической деформации.
ЛИТЕРАТУРА:
1. Механизированный участок
изготовления кольцевых заготовок методом горячей раскатки / В. П. Дементьев и др. //Кузнечно-штамповочное производство. –
1991. – № 1. – С. 14–15.
2. Гринфельд
Л. А. Автоматическая
линия для производства заготовок крупных колес и бандажных колес / Л. А. Гринфельд В. А. Агеенко // Кузнечно-штамповочное производство.
– 1998.– № 12. – С. 20–22.
3. Гожій
С. П. Засади і
проблеми використання ресурсозберігаючих технологій обробки металів тиском / С. П. Гожій // Технологические системы. – 2006. – № 2 (34). –
С.64–68.
4. Матвийчук В. А. Совершенствование процессов
локальной ротационной обработки давлением на основе анализа деформируемости металлов: Монография / В. А. Матвийчук,
И. С. Алиев. – Краматорск: ДГМА, 2009. – 268 с.