К.т.т. Данилова
Л.М., Антонченко В.О.
Національний
технічний університет України «Київський
політехнічний
інститут», Україна
Геометричне 3D–моделювання різьбофоромування безстружковими мітчиками
В промисловості велике поширення набули процеси
накатування різьби. Процес формоутворення при накатуванні відбувається без
зняття стружки. Він полягає в тому, що робоча частина інструмента втискується в
матеріал заготовки, який пластично деформується і утворює різьбу. Накатування
різьби є одним із найбільш прогресивних способів виготовлення різьби. Цей метод
забезпечує високу продуктивність і якість обробки, підвищення статичної і утомної міцності різьби у порівнянні з
різьбою, що нарізана.
Для створення найбільш
поширених у промисловості внутрішніх різьб діаметром до 20 мм, кроком до2 мм і
довжиною до 2d застосовують метод видавлювання різьби за допомогою
безстружкових мітчиків. Видавлювання внутрішньої різьби безстружковими
мітчиками – це процес пластичного деформування метала, коли в підготовлений
отвір заготовки вкручується спеціальний інструмент – безстружковий мітчик з
профілем різьби, що відповідає заданому. Цей процес не є процесом накатування,
бо при формоутворенні профілю різьби відсутнє взаємне обкатування заготовки і
інструмента, що притаманний процесу накатування. Так як в поперечному перерізі
мітчик має затиловану форму, то в кожний момент часу різьбовий виток на
заготовці видавлюється не по всьому колу, а тільки в визначеній частині. Тому в
зоні деформації навантаження діють на метал циклічно, з частотою, що залежить
від числа граней інструмента і частоти його обертання. Істотний вплив на перебіг процесу
різьбовидавлювання має геометрія
дільниць контуру поперечного перерізу інструменту. Варіанти перерізів показані
на рис.1.
Рис.1. – Форми поперечного перерізу безстружкових
мітчиків.
Сили, що діють при різьбовидавлюванні, є наслідком дії контактних напружень
опору метала деформації на грані деформуючого витка. Для встановлення
розрахункових залежностей зусиль різьбовидавлювання необхідно знати величину
контактних напружень і площу їхньої дії.
Помноживши величину напруження на площу контакту витків із деталлю можна
розрахувати радіальне зусилля різьбовидавлювання. Відомий також зв'язок
радіального і осьового зусилля різьбовидавлювання.
Величина зусиль, діючих на
виток інструмента для розкочування, пропорційна миттєвій площі контакту (МПК) даного витка із заготовкою. Аналітичний розрахунок МПК
при різьбовидавлюванні потребує вирішення задачі перетину в просторі тіл
складної криволінійної форми і можливий зараз тільки для деяких простих
випадків. Наближені методики визначення МПК не завжди забезпечують достатню
точність розрахунків. Розрахувати МПК при розкочуванні різьби і розробити
відповідний інструмент можливо стає шляхом геометричного 3D–моделювання процесу
в T-FLEX CAD 3D.
Після того, як 3D–моделі заготовки і
мітчика побудовані, за допомогою булевої операції віднімемо із 3D–моделі заготовки
3D–модель інструмента (Рис. 2).
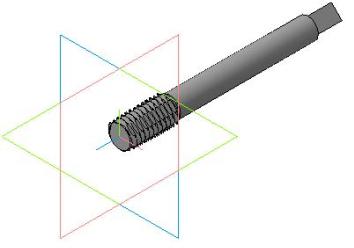

Рис.2. – 3D–моделі заготовки і 3D–модель інструмента.
В результаті на 3D–моделі заготовки
зостануться відбитки, площі яких рівні МПК витків інструмента
при накатуванні різьби. В системі T-FLEX CAD вимірювання площі поверхні тривимірного тіла відбувається за
допомогою команди «Провести измерения» (Рис.3).
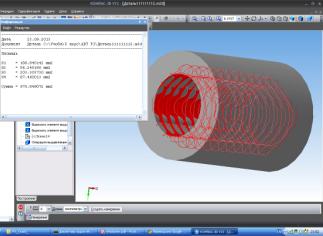

Рис.3. – Визначення МПК в T-FLEX CAD 3D.
Таким чином, T-FLEX CAD може бути
застосований не тільки для зображення геометрії деталі у вигляді креслень і
3D-моделей, але і для виконання проектних розрахунків за допомогою дво- і
тривимірних геометричних побудов. Більш ефективне використання можливостей
T-FLEX CAD дозволяє значно підвищити продуктивність розробників в
інструментальному виробництві.