Технічні науки / 3. Галузеве машинобудування
Костюк Ю.О., Гордєєв
А.І., Урбанюк Є.А.
Хмельницький національний університет
УДОСКОНАЛЕННЯ
ТЕХНОЛОГІЧНОГО ПРОЦЕСУ ВИГОТОВЛЕННЯ КОРПУСНИХ ДЕТАЛЕЙ ТА КОНСТРУКЦІЯ ОСНАСТКИ
НА ВЕРСТАТ З ЧПК
В наш час дуже важко вийти, на високий рівень
виробництва. Для того, щоб виготовляти високоякісну продукцію, яка могла б бути
конкурентоспроможною не тільки на території України, а й за її межами потрібно прикласти чимало
зусиль. Високий рівень виробництва, точність та якість продукції, що
випускається, багато в чому залежить від застосування сучасного технологічного
обладнання з числовим програмним керуванням (ЧПК), прогресивної оснастки.
Виходячи із ситуації, що склалася на виробництві, підвищення точності
виготовлення виробів та продуктивності праці, зниження собівартості продукції є
актуальним завданням. Метою
роботи є створення технологічного процесу виготовлення деталі корпус із
застосуванням верстатів з ЧПК фірми HAAS (США) та
створення технологічної оснастки для оброблення найбільшої кількості поверхонь
деталі з однієї установки, що дозволить підняти точність виготовлення.
|
|
|
|
Рис.1 – Ескіз
корпуса |
Рис. 2 – Загальний вигляд верстата EC-1600 |
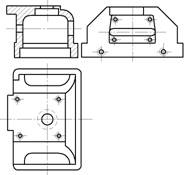

Деталь корпус рис.1 є однією з
складових частин оптичного пристрою, розрахованого для роботи в діапазоні
температур від -40оС до +50оС.
Проаналізувавши базовий
технологічний процес виготовлення корпуса було встановлені його основні
недоліки: застосовується застаріле універсальне обладнання, велика
диференціація операцій. При створені нового прогресивного технологічного
процесу обробки корпусу запропоновано чотири фрезерні операції базового технологічного процесу, які
виконуються на вертикально-фрезерному верстаті 6Р13Б, замінити на прогресивний верстат
свердлильно-фрезерно-розточувальний оброблювальний центр EC-1600 фірми HAAS (рис.2) об’єднавши їх в одну операцію, що значно скоротить час
обробки. Заміна вертикально-фрезерних верстатів на оброблювальний центр із
концентрацією технологічних переходів та обробленні з однієї установки дає
можливість підвищити точність виготовлення, збільшує продуктивність праці. Це
відбувається за рахунок зменшення допоміжного часу та часу на міжопераційне транспортування деталей, збільшується ступінь концентрації
операцій.
Для виконання операції запропоновано
конструкцію верстатного пристрою, схема якого показана на рис.3. Конструктивно
пристрій являє собою конструкцію, яка складається з зварного корпусу 1 на якому
розташовано базові елементи: пластину 2
та зрізаний палець 3. У корпусі на вісі 4 розташовано важіль 5, який
з’єднується з тягою 6 віссю 7. На тягу 6 встановлено пружину 8 та затиск 9,
встановлений на сферичну шайбу 10, і гайку 11 для затиску, а також затиск 9 впирається
на регулювальний болт 12. Лівий затиск 9 з’єднано з важелем 5 за допомогою
болта 13.
Деталь встановлюється на площину та палець
поз.3. Деталь закріплюється за допомогою двох затисків 9 поворотом
гайки поз. 11.
На
столі верстата
пристрій орієнтується з допомогою двох пальців 14 і 15. Даний
пристрій використовується на багатоцільовій операції (верстат - оброблювальний центр EC-1600) де виконується
фрезерування поверхонь корпуса і розточується отвір.
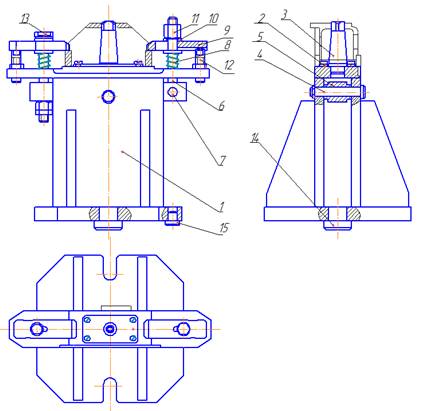
Рис.3 – Схема спеціального технологічного
оснащення: 1 – корпус;
2 – пластина; 3 – зрізаний палець; 4 – вісь; 5 – важіль;
6 – тяга; 7 – вісь;
8 –
пружина; 9 – затиск; 10 – сферична шайба; 11– гайка; 12 – болт; 13 – болт;
14 – палець циліндричний; 15 – палець циліндричний
Запропонована технологія
та технологічна оснастка
дозволить підвищити продуктивність процесу та якість виробів за рахунок концентрації
операцій та застосування спеціального технологічного оснащення.
Література
1. Руденко П.О. Проектування
технологічних процесів у машинобудуванні: Навчальний посібник / П.О. Руденко. – К.: Вища школа, 1999. – 214
с.
2. Курсове та дипломне проектування з технології
машинобудування та металорізальних верстатів. Навчальний посібник / А.І. Гордєєв, Є.А.Урбанюк, А.Є. Безносов, В.Г. Мігаль. – ХНУ,
2005. – 300 с.