Технічні науки/8.Обробка матеріалів в машинобудуванні
Гончаренко М. В.
Центральноукраїнський національний технічний університет,
Україна
Методи
комбінованої термоциклічної обробки відновлених
деталей
Як показали проведені дослідження, в силу специфіки
процесів високотемпературного відновлення найбільший ефект термоциклічної обробки (дала ТЦО) може бути
досягнутий у випадку її комбінації з основним технологічним процесом або з
іншими методами активного чи пасивного впливу (до, після чи під час
відновлення) на стан поверхневих шарів відновленого металу й на весь комплекс
фізико-механічних характеристик деталей, які відновлюються [1]. За цими ознаками такі комбінації можна
розділити на наступні групи:
1) попередній
або попутній термоциклічний вплив при відновленні; відновлення під час ТЦО;
2) виконання ТЦО
зі змінними параметрами;
3) комбінована
термодеформаційна циклічна обробка відновленої деталі на різних етапах
основного технологічного процесу, термоциклічне відновлення.
Одним з представників методів другої групи можна
вважати спосіб відновлення деталей машин газотермічним напиленням
порошкоподібних матеріалів у процесі ТЦО [2] (рис. 1).
Деталь
установлюється на відповідне пристосування для напилення з індуктором
місцевого нагрівання поверхні, яка відновляється, та газотермічного пальника. Попередньо
включається індуктор, який виконує нагрівання
металлу в межах першого циклу до температури вище точки
АС1 даного матеріалу на 30-50 °С з високою швидкістю,
що приводить до утворення в поверхневому шарі металу відновлюваної деталі
дрібнозернистої аустенітної структури. Далі індуктор
відключається й виводиться з робочої зони.
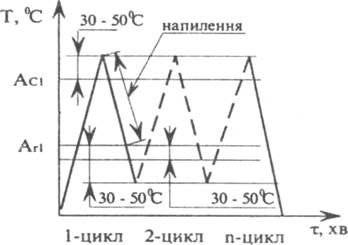
Рис. 1 Схема газотермічного напилення в
процесі ТЦО
Включається
пальник і привід обертання деталі (якщо відновлюється поверхня обертання), на
нагріту поверхню якої напиляється порошковий
матеріал. Процес напилення продовжується до
досягнення поверхнею, яка відновлюється, температури Аr1+
(30-50 °С), після чого пальник відключається. Охолодження деталі в межах
першого циклу ведуть на повітрі до досягнення поверхнею деталі температури Аr1+
(30-50 °С), тобто температури, при якій фазові перетворення вже не протікають.
Другий термоцикл виконується без напилення в
температурному інтервалі АC1+
(30 - 50 °С) – Аr1
- (30 - 50 °С). Третій і наступні непарні термоцикли виконують за схемою
першого, а четвертий і наступні парні -
за схемою другого.
У
цьому випадку в процесі ТЦО розвиваються інтенсивні мікропластичні
деформації, які супроводжують процес релаксації напружень і ведуть до
формування субструктур, що підвищують дифузійну
проникливість і прискорюють дифузію металу відновлення. Одночасно з цим більша,
ніж у звичайних випадках, кількість дрібних зерен аустеніту сприяє збільшенню
кількості центрів кристалізації розплавленого порошкового матеріалу і, як
наслідок, утворенню дрібнодисперсних структур напиленого шару. У сукупності ці
два фактори забезпечують формування перехідної дифузійної зони більшої товщини
з відносно рівномірним розподілом легуючих і основних елементів і підвищують
міцність зчеплення напиленого шару й основного металу. Зниження температури
поверхні, яке викликане паузою під час відводу індуктора та включення пальника,
компенсується температурою плями горіння на поверхні, що відновлюється.
Накладання векторів температурних йолів охолоджуваної з температури АC1
деталі й пальника також інтенсифікують дифузійні процеси в перехідній зоні.
Нагрівання й охолодження деталі у другому та парних термоциклах виконує функції
утворення над дрібнозернистої структури по перерізу деталі, яка відновлюється, подальшого вимірювання і стабілізації хімічного складу та внутрішніх
напружень у напиленому шарі й основному металі, що виключає появу холодних тріщин. Загальна кількість термоциклів вибирається
достатньою для повного відновлення відповідної поверхні. Охолодження в межах
останнього циклу виконується природним шляхом, або примусово - у мастилі чи
воді.
Засіб
використовувався при газотермічному напиленні шийки первинного валу розподільної коробки з
діаметрами поверхонь, які відновляються, 45 і
Література
1.
Бегунов И. С., Червоиванов В.И., Андреев В. П. Восстановление шестерен и шлицевых
валов.- М: ЦНИИТЭИ Госкомсельхозтехники СССР,
1978.-33 с.
2.
Пат. 97030951 України.
Спосіб відновлення сталевих деталей / Коровайченко Ю.
М. та ін. – 1997.