к.т.н. Бись
С.С., магістрант Гичун Е.В.
Хмельницький національний
університет
ЗНОСОСТІЙКІСТЬ МАТЕРІАЛІВ У
ВОДНЕВОМУ СЕРЕДОВИЩІ.
В роботі досліджено закономірності тертя та зношування
пружинної сталі 60С2 з різним структурним стано, на
повітрі та водневому середовищі. Зроблено спробу встановлення взаємозв'язку головних показників конструктивної міцності та
зносостійкості сталі. Визначено оптимальну структуру пружинної сталі 60С2, яка
б забезпечувала її високу зносостійкість, міцність і надійність в роботі. Відмічено,
що наводнювання суттєво впливає на основні триботехнічні
характеристики пружинної сталі 60С2 з різним структурним станом. Досліджено механізм цього впливу і механізми
зношування в залежності від структури сталі і режимів випробування.
Для обробки
металевих та неметалевих матеріалів (деревини, пластмас та інш.)
широко застосовується іглофрезерний інструмент, який
має певні переваги перед іншими інструментами, але його зносостійкість не є
достатньо високою. Ворс іглофрез, який виготовляється
з пружного дроту, під час роботи працює в жорстких умовах (великі знакозмінні
навантаження, складний температурний режим, тощо). Крім того, при обробці
неметалевих матеріалів в результаті тертя між ворсом та оброблюємим
матеріалом проявляється водневе зношування, сутність якого полягає в тому, що
іони водню, котрі виділяються під час тертя, проникають в матеріал інструменту
і насичують його. В матеріалі протони водню можусь приєднувати електрони та
утворювати атоми, а потім молекули. Збільшуючись у розмірах вони з великою
силою розширюють поверхні в місці
дефекту і утворюються тріщини. Тріщини в процесі свого росту, призводять до
руйнування поверхневого шару. Наводнювання матеріалів веде до зміни його
фізико-механічних характеристик (sВ, s0,2, y, d), параметрів
тріщиностійкості (КІс), зносостійкості [1,
2, 3, 4, 8].
Для
надання пружинним сталям пружних властивостей останні обробляють за спеціальною
технологією: гартування від 860°С та відпуск 400-450°С, після якої сталь має високе значення межі
пружності, але не відомо як поведе себе матеріал при іглофрезеруванні,
яке основане на фрикційній взаємодії не відомо.
Враховуючи
те, що зносостійкість голкофрез в порівнянні з іншими інструментами не
достатньо висока [6], особливої уваги заслуговує вибір структурного стану дроту
і його фізико-механічних характеристик з метою забезпечення стійкості та
високої продуктивності обробки, в умовах впливу водню на ці характеристики.
Для
досліджень була вибрана пружина сталь 60С2, котру використовують для
виготовлення інструменту та різноманітних деталей, що працюють в умовах тертя.
Структурний стан сталі змінювали шляхом гартування від 870°С та наступним відпуском при
температурах 100, 200, 300, 400, 500°С. В результаті
отримували структури відпуску: низьковідпущенний
мартенсит плюс залишковий аустеніт, мартенсит, троостит,
троостит плюс соорбіт.
Трибологічні дослідження в умовах сухого тертя ковзання
проводилось по схемі диск-палець, яке забезпечує можливість вимірювання та
контролю основних параметрів тертя: швидкості ковзання, питомого навантаження,
температури, моменту тертя, масового зносу. Кожна точка відповідає 2 годинам
дослідження на зношування.
Моделювання
впливу водню на трибологічні характеристики сталі
60С2 вивчали шляхом насичення зразків воднем при катодній поляризації в 10%
розчині Н2SO4, змінюючи густину струму
(і) в межах від 1 до 4 А/дм2 з кроком 0,5 А/дм2 на
протязі 1-ї години. Кількість водню, що дифундує в матеріал залежить від
структурного стану сталі, густини струму та часу насичення [2, 3].
Результати
досліджень представлені на рис.1-3, які відображають залежність інтенсивності
зношування сталі 60С2 від температури відпуску, для різної густини струму. З
них видно, що зміна густини струму змінює не тільки кількісний, але й якісний
характер залежностей. При зміні густини
струму від 1 до 2 А/дм2 інтенсивність зношування сталі 60С2
зменшується для всього діапазону досліджуємих
швидкостей та навантажень. Подальше збільшення густини струму до 3-4 А/дм2
призводить до збільшення інтенсивності зношування зразків. Найменшу
інтенсивність зношування мають зразки насичені воднем при густині струму 2 А/дм2
незалежно від умов випробування.
Необхідно
відзначити, що для структур відпуску 100-400°С інтенсивність зношування
зразків насичених воднем при і=1 А/дм2 більша, ніж при і=4 А/дм2.
Підвищення температури відпуску (500°С) призводить до того, що
інтенсивність зношування зразків насичених воднем при і=1 А/дм2
менша, ніж при і=4 А/дм2. Причому інтенсивність зношування зразків
зі структурою відпуску 400°С, для всіх значень
густини струму процесу катодної поляризації, практично однакова.
|
|
|
Рис.1. Вплив густини струму на інтенсивність
зношування сталі 60С2 з різним структурним станом, при Р=10 МПа: 1 - без
водню; 2(1) - насичення воднем при і=1 А/дм2; 2(2) – і=2 А/дм2;
2(4) - і=4 А/дм2. |
Збільшення
швидкості тертя ковзання веде до кількісного зменшення інтенсивності зношування
зразків незалежно від їх структурного стану та густини струму.
Для
сталі 60С2 зі структурою відпуску 500°С при швидкості
тертя ковзання 0,2 м/с спостерігається зменшення інтенсивності зношування в
порівнянні з зразками зі структурою відпуску 400°С тільки при і=2 А/дм2.
|
|
|
Рис.2. Залежності коефіцієнта тертя ковзання від
густини струму, для сталі 60С2 з різним структурним станом: 1 - без водню;
2(1) - насичення воднем при і=1 А/дм2; 2(2) - і=2 А/дм2;
2(4) - і=4 А/дм2. |
Аналізуючи
залежності коефіцієнта тертя ковзання від густини струму, для сталі 60С2 з
різним структурним станом (рис.2), можна зробити висновок про не однозначний
вплив останнього. Так для швидкості тертя ковзання 0,2 м/с найменше значення
коефіцієнта тертя мають зразки насичені воднем при і=2 А/дм2 незалежно від структури
відпуску. При збільшенні і від 1 до 2 А/дм2 спостерігається
зменшення коефіцієнта тертя. Подальше збільшення густини струму веде до
збільшення коефіцієнта тертя, але значення останнього при і=4 А/дм2
менше ніж при і=1 А/дм2.
Збільшення
швидкості тертя значно зменшує коефіцієнт тертя для структур відпуску 100-400°С, а також якісно змінюється
характер залежностей для всіх досліджених густин струму (крім 2 А/дм2).
Необхідно відмітити, що для структури відпуску 500°С спостерігається зменшення
коефіцієнта тертя незалежно від густини струму.
Для
зразків із структурою відпуску 100-300°С спостерігається
якісно подібний характер залежності інтенсивності зношування та коефіцієнта
тертя ковзання від густини струму для всього діапазону досліджених швидкостей
тертя ковзання. Насичення воднем цих зразків при і=1 А/дм2 веде до
різкого збільшення інтенсивності їх зношування. Збільшення густини струму
спричиняє зменшення інтенсивності зношування і при і=2 А/дм2 вона
приймає найменше значення. Подальше збільшення густини струму приводить до
збільшення інтенсивності зношування. Крім того спостерігається симбатний характер зв'язку інтенсивності зношування та
коефіцієнта тертя ковзання.
Для
зразків з температурою відпуску 400°С досліджених при
швидкості тертя ковзання 0,2 м/с характер залежностей інтенсивності зношування
та коефіцієнта тертя ковзання від густини струму такий же як і для зразків з
структурою відпуску 100-300°С. Із збільшенням
швидкості тертя ковзання до 0,4 м/с
відбувається якісна зміна характеру залежності інтенсивності зношування
та коефіцієнта тертя від густини струму, яка проявляється в тому, що при
насичені зразків воднем при і=1 А/дм2 їх інтенсивність зношування та
коефіцієнт тертя зменшуються. Спостерігається аналогічний характер зв'язку
інтенсивності зношування та коефіцієнта тертя ковзання.
Характер
залежності інтенсивності зношування сталі 60С2 з структурою відпуску 500°С від густини струму якісно
і кількісно відрізняється від аналогічних залежностей для зразків з меншою
температурою відпуску (100-400°С). При збільшенні густини
струму до 2 А/дм2 спостерігається різке зменшення інтенсивності зношування,
а при подальшому збільшенні густини струму відбувається збільшення
інтенсивності зношування. Порушується також характер зв'язку інтенсивності
зношування та коефіцієнта тертя ковзання. Необхідно відмітити, що для зразків з
структурою відпуску 500°С наводнення
приводить до зменшення інтенсивності зношування матеріалу для всіх досліджених
значень густин струму у порівнянні з ненаводненими. Отримана нами залежність інтенсивності
зношування, сталі 60С2 з структурою відпуску 500°С, від густини струму якісно
подібна кривій яку отримав автор роботи [5] для зразків із сталі 45 відпаленої
при температурі 850°С на протязі 2 годин
з наступним охолодженням в печі.
|
а
б в
г
д
є |
|
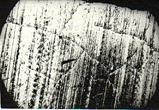
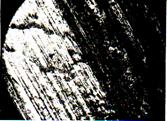
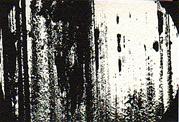
Рис.3. Поверхні тертя сталі 60С2 з різним
структурним станом, Р=10 МПа, насичених воднем при різній густині струму (´30): а - структура відпуску 300°С, 0,4 м/с, 1 А/дм2; б - 300°С, 0,2 м/с, 4 А/дм2; в - 400°С, 0,2 м/с, 1 А/дм2; г - 400°С, 0,2 м/с, 4 А/дм2;
д - 500°С,
0,4 м/с, 1 А/дм2; є - 500°С, 0,4 м/с, 4 А/дм2. |



Зміна
зносостійкості насиченої воднем сталі 60С2 з різним структурним станом при
різних умовах дослідження, на нашу думку, можна пояснити дією водню. Причому,
очевидно, такий різноманітний вплив водню неможливо пояснити тільки за
допомогою однієї з існуючих на сьогоднішній день гіпотез про вплив водню на
деформування та руйнування сталі.
При
насиченні воднем сталі 60С2, з структурою відпуску низьковідпущеного
мартенситу та залишкового аустеніту, мартенситу і в деяких умовах трооститу, відбувається зменшення її зносостійкості (при
густині струму до1 А/дм2) яке, очевидно, можна пояснити окрихчувальною дією водню на поверхневу міцність матеріалу.
Тобто згідно з припущення, яке висунули Н. Петч та П.
Стейблз [9], при адсорбції водню на поверхні
матеріалу відбувається зниження поверхневої енергії останньої, що зменшує
величину критичного напруження для зародження і росту тріщини. Особливо цей
вплив проявляється на матеріалах з невеликим запасом пластичності, що і
підтверджується результатами наших досліджень (зразки з структурою відпуску
100-300°С). Подальше
збільшення густини струму призводить до більшого насичення матеріалу воднем,
воднево-фазового наклепу і відповідно до зменшення інтенсивності зношування.
Для
пояснення результатів отриманих при дослідженні було проведене мікроструктурне дослідження поверхонь тертя ковзання. На
рис.3 представленні найбільш характерні поверхні тертя. В результаті мікроструктурних досліджень було встановлено, що поверхні
тертя вкриті тонкими шарами другорядних структур, які під час тертя виконують
роль третього тіла і, очевидно, впливають на процеси тертя та зношування.
Причому чітко спостерігається різниця між плівками, котрі утворилися на зразках
досліджених без водню та на зразках насичених воднем. Спостерігається також
різниця між поверхнями тертя зразків насичених воднем різною густиною струму.
На поверхнях тертя сталі 60С2 насичених воднем крім захисних плівок
спостерігаються тріщини різних розмірів та конфігурації. Причому найбільша
кількість тріщин виникає на поверхнях тертя сталі 60С2 з структурою відпуску
200-300°С, а при деяких
режимах ( до V=0,4м/с) 400°С, насичених воднем при і 1
та 4 А/дм2. Очевидно, на цих поверхнях утворюються другорядні
структури, які мають велику міцність і незначну вязкість
руйнування, що пояснює утворення на них тріщин. На нашу думку ці структури
можна віднести до структур другого роду згідно класифікації запропонованою в
роботі [7]. Наявність таких поверхневих тріщин зумовлює інтенсивне їх
розшарування і відповідно зношування. При дослідженні поверхонь тертя сталі
60С2 з структурою відпуску 500-650°С тріщин не було
виявлено.
Для
більш детального вивчення складу поверхонь тертя сталі 60С2 з різним
структурним станом насиченої воднем та без водню було проведено дослідження
останніх методами електронної оже-спектроскопії (ОЖЕ)
та вторично-іонної мас-спектрометрії (ВІМС) на
установці ЛАС-3000 (фірма "Рібер",
Франція). За результатами аналізу було зроблено висновок, що склад поверхонь
досліджених зразків відрізняється від складу об'єму матриці, що підтверджує
утворення на поверхнях тертя другорядних сполук, які при певних умовах
підвищують або зменшують зносостійкість матеріалу. Також було підтверджено, що
водень, яким насичували поверхні, значно впливає на структурну самоорганізацію
поверхонь тертя. Під дією водню ці поверхні активуються і створюють умови для
адсорбції кисню з повітря. Внаслідок чого на поверхнях тертя утворюються
плівки, які інтенсифікують (при і=1 А/дм2) і вповільнюють (і=2 А/дм2)
механохімічне зношування останніх. Таким чином
підвищувати зносостійкість матеріалів можливо за рахунок зміни структурного
стану матеріалу і за рахунок самоорганізації (структурного пристосування)
поверхні.
Досить
цікавим, на нашу думку, є вивчення можливості прогнозування зносостійкості
матеріалів за характеристикам механічних властивостей, а особливо за критерієм
в'язкості руйнування (KIc). Для цього було
проведено порівняльну оцінку залежності межі міцності (sВ), твердості (HRC), в'язкості руйнування (KIc) та інтенсивності
зношування (І) сталі 60С2 від її структурного стану (рис.4).
|
|
|
Рис. 4. Залежність показників конструктивної
міцності та зносостійкості від структурного стану сталі 60С2. |
Встановлено,
що із збільшенням температури відпуску межа міцності та твердість матеріалу
зменшуються, а в'язкість руйнування збільшується при цьому інтенсивність
зношування матеріалу спочатку зменшується (200-300°С), а потім зростає (300-500°С). На нашу думку такий хід
кривої зношування можна пояснити тим, що підвищення в'язкості руйнування
матеріалу підвищує його зносостійкість не зважаючи на зменшення показників
міцності (до структури відпуску 300-400°С). При подальшому
підвищенні температури відпуску (до500°С) хоч і
відбувається підвищення в'язкості руйнування при одночасному зменшенні
характеристик міцності, але інтенсивність зношування збільшується. Це можна
пояснити тим, що, очевидно, в залежності від структури матеріалу можливі два
шляхи релаксації високих напружень, котрі виникають в зоні контакту поверхонь:
пластичної деформації та руйнуванням. Для сталі 60С2 з структурою відпуску до
300-400°С релаксація
напружень відбувається, очевидно, шляхом крихкого руйнування (зона 1). При
збільшенні температури відпуску
відбувається зміна механізму релаксації напружень. Спостерігається симбатний характер залежностей інтенсивності зношування та
в'язкості руйнування, котрий вказує на очевидний зв'язок цих характеристик. Т.
т. для отримання матеріалу з високою зносостійкістю необхідно підвищувати не
тільки його міцність, але й в'язкість руйнування, причому, очевидно, вплив
в'язкості руйнування більший.
Література.
1. Водородоустойчивость стали. Арчаков
Ю.И. Серия "Достижения
отечественного металловедения".
М., Металлургия, 1978. - 152 с.
2. Гаркунов Д.Н. Триботехника. - М.
: Машиностроение, 1985. - 424 с.
3. Защита от водородного износа в узлах трения / Под ред. А.А. Полякова.
- М. : Машиностроение, 1980. - 135 с.
4. Корчагин А.П. О влиянии водорода на предел текучести стали. - Изв. АН СССР.
Сер. Металлы, 1973, №5, с.202-203.
5. Матюшенко
В.Я. Износостойкость наводороженных металлов.
- Сб. "Исследование водородного износа". М.,
"Наука", 1977.
6. Перепичка Е.В. Очистно-упрочняющая
обработка изделий щётками. - М.: Машиностроение,1989.
- 136 с.: ил.
7. Поверхностная
прочность материалов при трении. / Костецкий Б.И., Носовский И.Г., Караулов А.К. и др. Киев: Техніка, 1976.
- 292 с.
8. Швед
М.М. Изменение эксплуатационных
свойств железа и стали под влиянием водорода.
- Киев.: Наук.думка, 1985.
- 120 с.
9. Petch N. I., Stables P. Delayed fracture of
metals under static load. - Nature, 1952, 169, p. 842-843.