Технические
науки/3. Отраслевое машиностроение
К.т.н.
Орехова Т.Н., Краснов В.В., Дёмушкин Н.П.
Белгородский
технологический университет им. В.Г. Шухова, Россия
Пневмосмеситель
для производства дисперсно-армированных смесей
При выборе направления исследования
необходимо рассмотреть основные достижения в развитии оборудования для смешения
многокомпонентных строительных смесей, а также уделить внимание разработке установок для производства
дисперсно-армированных смесей.
Одним из наиболее
важных и определяющих факторов, влияющим на физико-механические,
физико-химические, эксплуатационные и технологические свойства смеси, является
структура смеси. Структура смеси в свою очередь зависит от таких показателей
как взаимное расположение компонентов в смеси, их количественным соотношением и
характером связи.
В связи с этим
возникает необходимость в разработке специализированного оборудования, которое
будет отличаться невысокими энергозатратами, иметь гибкие характеристики,
возможность перенастраиваться на различные схемы производства, работать с
широким спектром материалов.
Одним из таких
устройств является противоточный пневмосмеситель для производства
дисперсно-армированных смесей, представленный на рисунке 1.
Противоточный пневмосмеситель для производства
дисперсно-армированных смесей работает следующим образом.
Дисперсно-армированная смесь подается в загрузочный
бункер 7. Далее через патрубки ввода 6 смесь попадает в подающую трубу 1, в которой
расположены воздушные сопла 8 и 9. В воздушные сопла подается сжатый воздух,
который подхватывает и транспортирует компоненты смеси в основную камеру
смешения.
Для направления потока компонентов
дисперсно-армированной смеси из подающей трубы в основную камеру смешения,
предусмотрен ротационный распределитель 2. В данном распределителе установлен
конус-рассекатель 3, который позволяет разбивать компоненты смеси на
составляющие, а лопатки 4 направляют смесь в сторону выходных отверстий. При
этом происходит вращение всей конструкции, что обеспечивает распределение
компонентов дисперсно-армированной смеси на 360°. Это способствует увеличению
площади взаимодействия компонентов, а также снижает вероятность образования
застойных участков в рабочей камере противоточного пневмосмесителя.
Далее материал попадает в основную камеру смешения,
где подхватывается воздушными потоками из сопел 11, установленными в торце 10
корпуса 5.
Одновременно с подачей компонентов в патрубки ввода
6, со стороны зоны выгрузки во внутреннюю полость корпуса 5 из загрузочного
бункера 14 подается вяжущее, через радиальные отверстия патрубка 12. Воздушное
сопло 13 предназначено для транспортировки материала по патрубку 12 в зону
взаимодействия с компонентами. Вяжущее повышает концентрацию смеси, увеличивая
адгезию компонентов в этой зоне.
После этого готовая сухая дисперсно-армированная
смесь поступает к месту упаковки.
Таким образом, данная конструкция противоточного
пневмосмесителя для производства дисперсно-армированных смесей позволяет
повысить качество смеси за счет увеличения зоны подачи компонентов смеси до
360°, что способствует увеличению площади взаимодействия компонентов и снижению
образования застойных зон.
К недостаткам можно отнести невозможность работы с
влажными материалами, а также невысокую производительность.
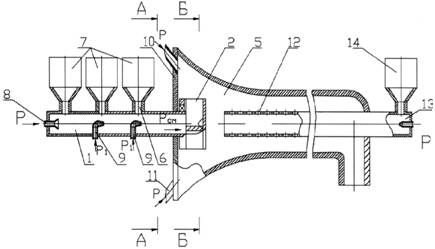
Рис. 1. Противоточный
пневмосмеситель:
1 ‒ подающая труба; 2 ‒
ротационный распределитель; 5 ‒ корпус;
6 ‒ патрубки ввода; 7, 14
‒ загрузочные бункера; 8, 9, 11, 13 ‒ воздушные сопла;
10 ‒ торец конфузора; 12
‒ патрубок с радиальными отверстиями

Рис. 2. Продольный разрез
ротационного распределителя:
11 ‒ воздушное сопло

Рис. 3. Разрез корпуса конфузора:
2 ‒ ротационный
распределитель; 3 ‒ конус-рассекатель; 4 ‒ лопатки
Литература:
1.
Герасимов
М.Д., Герасимов Д.М., Степанищев В.А. Методика проведения исследований
вибрационного устройства с асимметричной вынуждающей силой // Вестник БГТУ им.
В.Г. Шухова, 2016. №9. С.125-130.
2.
Герасимов
М.Д. Сложение колебаний в вибровозбудителях. // Вестник БГТУ им. В.Г. Шухова.
2016. №3. С. 116- 121.
3.
Носов
О.А., Васечкин М.А., Стоянова Н.В. Выбор
режимов функционирования технических систем // Автоматизация и современные
технологии. – М.:2012 - №4.- С.6-11
4.
Носов
О.А., Носова Е.В., Хабарова Н.В.
Адаптивный привод прецезионной машины
// Автоматизация и современные технологии.-М.:Изд-во «Машиностроение»,
2007.-№3.-С.11-14
5.
Орехова
Т.Н., Уваров В.А. Определение скорости частиц материала пневмосмесителя сухих
строительных смесей // Фундаментальные исследования. 2013. № 4-3. С.
592-596.
6.
Прокопенко
В.С., Шарапов Ринат Р., Агарков А.М., Шарапов Р.Р. Оптимизация работы
оборудования для получения тонкодисперсных порошков // Вестник БГТУ им. В.Г.
Шухова. 2015. № 1. С. 80-83.
7.
Романович
А.А. Исследование процесса помола материалов предварительно измельченных в
пресс-волковом измельчителе // Вестник БГТУ им. В.Г. Шухова. 2015. № 5. С.
150-155.
8.
Романович
А.А., Орехова Т.Н., Мещеряков С.А., Прокопенко В.С. Технология получения
минеральных добавок // Вестник БГТУ им. В. Г. Шухова. 2015. № 5. С. 188-192.
9.
Романович
А.А. Энергосбережение при производстве строительных изделий // Вестник БГТУ им.
В.Г. Шухова. 2011. – №3. – С. 69–71.
10.
Уваров В.А.,
Орехова Т.Н. Анализ конструкций пневмосмесителей для производства сухих
строительных смесей // Интерстроймех–2010. 2010. С. 91-96.