Технические науки/2. Механика
Д.т.н.,
Гнатив1 Р.М., Ковба2 С.С., Гнатив2 И.Р.
1
– НУ “Львовская политехника”, г. Львов, Украина
2
– Стрыйский колледж ЛНАУ, г. Стрый, Украина
Экспериментальные
исследования дисперсного состава металлической стружки
Проблема
очистки воздушного бассейна от отходов промышленных предприятий имеет большое
практическое значение. Поэтому актуальными являются разработка новых и
усовершенствование существующих методов очистки воздуха от вредных твердых примесей
[1-2].
Обработка
торцевыми фрезами является наиболее производительной среди всех способов
механической обработки заготовок [3], но при этом способе образуется наибольшее
количество пыли и стружки. В связи с этим большое значение имеет создание эффективных
пылеудаляющих устройств [4-5].
С этой
целью изучали зависимость дисперсного состава чугунной стружки от скорости
резания и площади ее поперечного сечения ω.
ω=st,
(1)
где: s - подача
на один зуб, мм; t - глубина резания, мм.
Для обрабатываемых
деталей использовали заготовки прямоугольной формы толщиной 50 мм (ширина
фрезерования) из серого чугуна марки СЧ 18-36. Обработку проводили торцевой
фрезой со вставными ножами из сплава ВЖ-8. Диаметр фрезы 200 мм, главный угол в плане 45°. Дисперсный состав стружки
определяли путем просеивания ее через блок насаженных друг на друга восьми сит
с диаметрами отверстий 10; 7; 6; 3; 2; 1; 0,5 и 0,25 мм. Для просеивания брали,
порции пыли и стружки по 500 г. Их массу до просеивания и каждой фракции после
просеивания определяли взвешиванием на электронных весах, точность взвешивания которых
0,01 г. Дисперсный состав пыли размером до 0,25 мм не исследовали.
Результаты
исследований представлены на: рисунке в координатах
Мi /MΔdi = f (di.cр) , (2)
где: Мi - масса i - той фракции стружки после просеивания, г; М - масса всей
порции стружки до просеивания, г; Δdi - разность между диаметрами отверстий двух смежных
сит куда просеивалась i -тая фракция
стружки, мм; di.cр -средний размер отверстий двух
смежных сит.
На графике показано, что
при постоянном значении скорости резания (кривые 1, 3, 5) с уменьшением ω
увеличивается весовое количество
более мелких фракций. При постоянном значении ω (кривые 2, 3,
4) количество пыли (фракция до 0,25 мм) не зависят от скорости резания. Средний
размер стружки (фракция 0,25 мм) при этом также
не зависит от скорости резания. Однако разброс размеров стружки увеличивается с повышением скорости
резания.
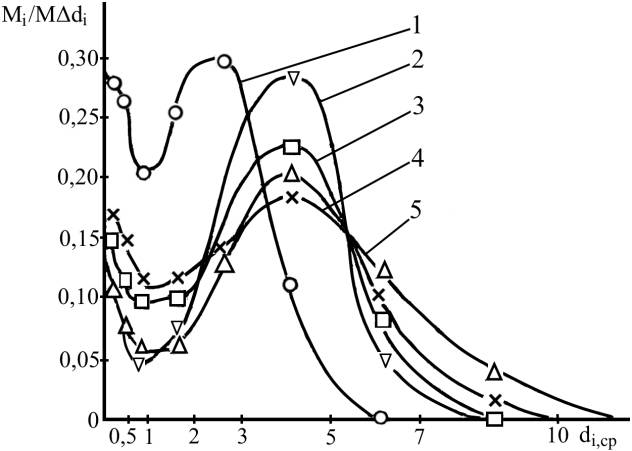
Рис. 1. Дисперсный состав чугунной стружки при
разных площадях поперечного сечения (ППС): 1) ω = 0,2 мм2; Vрез
= 2,618 м/с; 2) ω = 1,0 мм2; Vрез = 1,047 м/с; 3) ω = 1,0 мм2; Vрез
= 2,618 м/с; 4) ω = 1,0 мм2; Vрез = 4,189 м/с;
5) ω =
1,8 мм2; Vрез = 2,618 м/с;
Таким образом, проведенные исследования позволяют выделить
основные закономерности процесса пылестружкообразования при фрезеровании торцевыми фрезами, что является
необходимым условием для проектирования новых пылестружкоудаляющих устройств
для фрезерных станков.
Предложена конструкция пылестружкоприемника
от фрезерных станков, который при испытании в научно-учебной лаборатории Стрыйского колледжа Львовского национального
аграрного университета показал эффективность улавливания 99,7% при точности измерения 0,1%. Полученные результаты
согласуются с проведенными ранее исследованиями других авторов.
Литература:
1. Володін Н.І. Очищення газових потоків
від дрібнодисперсного пилу/ Н.І. Володін, О.М. Панков, А.В. Чудновцев,
О.М. Піскунов. //Екологія і промисловість Росії.- № 9, 2001 р.- С. 20-22.
2.
Булгакова Н.Г. Контроль за выбросами в атмосферу и работой газоочистных
установок на предприятиях машиностроения/ Н.Г. Булгакова, Л.С. Василевская,
Л.Я. Градус и др.. – М: Машиностроение, 1984. – 218 с.
3.
Справочник фрезеровщика / М. Ю. Пикус,
И. М. Пикус. - 2-е изд., перераб. и доп. - Минск : Вышэйш. шк., 1986. - 336 с.
4. Батлук В.А. Шляхи зниження запиленості атмосферного
повітря викидами металообробних цехів /В.А. Батлук, Р.А. Яцюк, Б.Т. Грималюк, В.С. Джигирей // Вісник Державного
університету “Львівська політехніка” “Хімія, технологія речовин та їх
застосування”. - Львів: Вища школа. - 1997.- № 333.- С. 239-242.
5. Батлук В.А. Вирішення проблеми пилоочистки під час
роботи металообробного обладнання / В. А. Батлук, З.А. Дурягіна, К.І. Азарський,
Г.Р. Занько // Вісник Державного
університету “Львівська політехніка” “Оптимальне вирішення процесів і
технологічний контроль у машинобудуванні і приладобудуванні”. - Львів. - 2000.
- № 394. - С. 3-6.