Ющенко
О.А.
Карагандинский
государственный индустриальный университет,
Казахстан
Разработка
математических моделей электроприводов линии непрерывного горячего цинкования
Ведение
технологического процесса на линии непрерывного горячего цинкования (ЛНГЦ) связано
с необходимостью поддержания постоянства натяжения на участках линии.
Во
время сварки концов металлической полосы при замене рулона возникают динамические
процессы, приводящие к продольным колебаниям в обрабатываемой полосе. В результате,
в полосе появляются, так называемые, «складки» во время термохимической обработки
(ТХО) в печи под действием высокой температуры, что ведет к браку.
Благодаря применению
дополнительного устройства натяжения полосы объем качественного оцинкованного
проката может возрасти на 11%.
Электропривод роликов печи ТХО имеет
распределенную структуру, что было учтено при разработке модели. Многомассовая
система с абсолютно жесткими массами и невесомыми упругими элементами конечной
жесткости заменяет элемент с распределенными параметрами, что позволяет свести
дифференциальное уравнение движения в частных производных к системе обычных
дифференциальных уравнений.
Были проведены эксперименты, по определению
динамических свойств обрабатываемой полосы металла [1].
В
основную часть агрегата – среднюю технологическую, входят механизмы, транспортирующие
полосу через печь (ТХО) (рисунок 1): тянущая станция №1, вертикальный входной
накопитель, тянущая станция №2, ролики участка обработки печи и натяжные ролики
печи. В печи ТХО полоса подвергается термохимической обработке в защитной атмосфере.
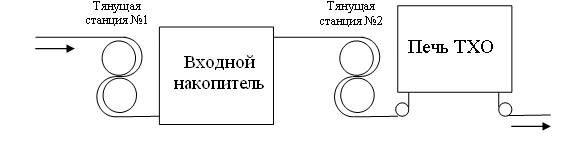
Рисунок 1 – Средняя
технологическая часть ЛНГЦ
В электроприводах ЛНГЦ применяются асинхронные
двигатели с частотным управлением. Так как для управления процессом не
требуется высокое быстродействие, все процессы происходят в линейной части
механической характеристики асинхронного двигателя, то можно воспользоваться
приближенным расчетом переходных процессов в асинхронном частотном приводе по упрощенной модели [2], описываемой
системой уравнений:
![]()
 (1)
(1)
где Us - напряжение статора, В; Is - ток статора, А; Ri – эквивалентное сопротивление
статора, Ом; Rs - сопротивление обмотки статора, Ом; kr
– коэффициент магнитной связи ротора; J – момент инерции
двигателя, кг∙м2; ω - угловая скорость электродвигателя,
рад/с; d/dt - оператор дифференцирования; Сm
- магнитная конструктивная постоянная электродвигателя, Н/м/(А·Вб); ψ –
основное потокосцепление, Вб; ![]() s
- переходная индуктивность статора, Гн; р0 – число пар полюсов
двигателя.
s
- переходная индуктивность статора, Гн; р0 – число пар полюсов
двигателя.
Электроприводы
ЛНГЦ связаны между собой через упругое усилие, возникающее в полосе, по каналам
задающих воздействий [3].
Многомассовую систему
роликов входного накопителя эквивалентируем в двухмассовую, с заменой
параметров реального количества роликов параметрами двух эквивалентных.
Моменты
сопротивления роликов входного накопителя описываются следующими уравнениями:
 (1)
(1)
где Mс3, Мс4
- моменты сопротивления верхнего и нижнего роликов, Нм; F3,4 - усилие натяжения в полосе, Н; FТР - сила трения, Н; а - коэффициент диссипации, Н·м·с; n3 и n4 - частота вращения верхнего и
нижнего роликов, об/мин; MС2, МС5
- моменты сопротивления от
роликов тянущей станции №1 и тянущей станции №2 соответственно.
Моменты
сопротивления роликов печи ТХО описываются аналогичными уравнениями, с учетом
номера взаимодействующей массы.
Разработанные
математические модели и структурные схемы предназначены для исследования
динамических процессов, происходящих в полосе во время остановки головной части
линии, с целью стабилизации натяжения.
Литература:
1.
Ющенко О.А. Экспериментальные исследования натяжения полосы в электромеханической
системе печи термохимической обработки //Труды университета, вып. №3. - Караганда:
изд-во КарГТУ, 2011. - С.76-78.
2. Алексеев В. В., Алексеев П.В.,
Козярук А.Е. Электрический привод. Учебное пособие. – СПб, 2008. – 66 с.
3. Борцов Ю.А., Соколовский
Г. Г. Автоматизированный электропривод с упругими связями. - СПб.: Энергоиздат.
Санкт-Петербургское отделение, 1992. - 288 с.