Технические науки/12. Автоматизированные системы управления на производстве
Самарина И.Г., Каюмова В.Э.
ФГБОУ ВПО «Магнитогорский
государственный технический университет им. Г.И. Носова», Россия, г.
Магнитогорск
Упрощенная модель процесса отжига
полосы в протяжной печи
В работах [1, 2, 3] представлены
модели процесса отжига металла в протяжной печи АНГЦ-1 ОАО «ММК». В данных
работах предложено использовать нейросетевые модели (ИНС).
На вход ИНС подается большое
количество параметров. Созданные для обучения ИНС моделей зон нагрева выборки
данных согласно [4, 5] содержат области с низкой плотностью даны, то есть неравномерна,
так как полосы различной толщины обрабатываются при различных скоростях. Кроме
того, для каждой комбинации толщина полосы – скорость расход топлива изменяется
в определенных пределах, необходимых для поддержания баланса притока и оттока тепла.
Для повышения точности модели
при работе в режиме экстраполяции можно использовать два способа.
Первый способ основан на
изменении структуры ИНС модели. Второй способ - это отказ от использования ИНС
и создание по сформированной обучающей выборке упрощенной модели.
Данная модель основана на
оценке величины отклонения от базового режима. Под базовым режимом понимается
некоторый усредненный режим работы агрегата, полученный по сформированной выборке
параметров: ширины (b), толщины (h), скорости (v),
расхода воздуха по зонам (Vв-1; Vв-7), суммарный расход воздуха и тройное взаимодействие –
произведение скорости, ширины и толщины, которые сведены в таблице.
|
Параметр |
v*h*b |
Vв |
ширина |
толщина |
скорость |
|
величина |
0,1100137 |
23205,04 |
1,252936 |
0,000774 |
124,05 |
|
Параметр |
Vв-1 |
Vв-2 |
Vв-3 |
Vв-4 |
Vв-5 |
Vв-6 |
Vв-7 |
|
величина |
3438 |
3575 |
3449 |
2887 |
3933 |
2762 |
3158 |
|
Параметр |
T1 |
T2 |
T3 |
T4 |
T5 |
T6 |
T7 |
|
величина |
725 |
739 |
742 |
776 |
745 |
770 |
768 |
Модель расчета можно представить следующим
алгоритмом, представленным на рисунке:
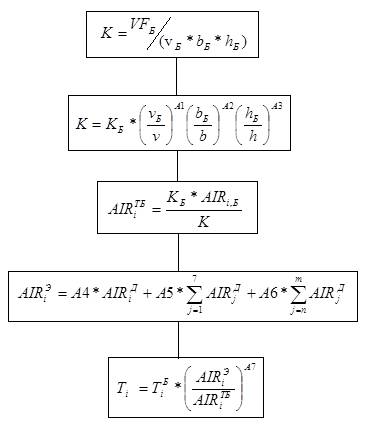
Рис. Алгоритм расчета с применением упрощенной модели
Параметры настройки модели,
требующие определения – коэффициенты A1 – A7. Для их определения необходимы данные по набору
других точек, кроме базовой. Для расчета режимов в этих точках было проведено
разбиение выборки на подвыборки.
Например, была получена
подвыборка при скорости >90 м/мин и отдельно подвыборка при скорости <90
м/мин. По каждой был проведен расчет усредненного режима. Полученный набор
точек использовался для поиска с использованием мастера поиска решений excel значений коэффициентов A1 – A7.
Получены следующие значения:
|
Параметр |
А1 |
А2 |
А3 |
А4 |
А5 |
А6 |
А7 |
|
значение |
0,53 |
0,96 |
0,61 |
0,15 |
0,5 |
0,35 |
0,3 |
Модель позволяет рассчитывать режимы,
значительно выходящие за область исходных данных. Это связано с большей
линейностью модели, отсутствием ограничений, связанных с необходимостью масштабирования
исходных данных. Повышением равномерности распределения исходных данных.
Недостатки модели – снижение
точности по мере удаления от базового режима, необходимость в дополнительной
модели, учитывающей динамику объекта.
Список литературы:
1.
Самарина И.Г., Андреев
С.М. Модель
нагрева полосы при отжиге металла в протяжной печи башенного типа / Машиностроение:
сетевой электронный научный журнал, 2014 №3 – С. 40-45.
2.
Самарина
И.Г., Мухина Е.Ю., Андреев С.М.
Разработка структуры нейросетевой математической модели процесса отжига полосы
в протяжной печи / Автоматизированные технологии и производства: сб. научн. тр.
- Магнитогорск: ФГБОУ ВПО «МГТУ». 2015 №2(8) – С.9-13
3.
Самарина И.Г. Модель
расчета температуры полосы на выходе отделения нагрева в протяжной печи
башенного типа / Новые задачи технических наук и пути их решения: сб. статей
Международной научно-практической конференции. - Уфа: Научный центр «АЭТЕРНА».
2014. С. 49-51.
4.
Самарина И.Г., Каюмова
В.Э. Реализация модели процесса отжига полосы в зонах нагрева и выдержки
протяжной печи АНГЦ / Современная
наука: исследования, технологии, проекты:
сборник V международной
научно-практической конференции. Москва: Научный центр "Олимп". 2015.
С. 640-643
5.
Самарина И.Г., Парсункин
Б.Н., Чертыковцева М.М. Область применения и особенности создания имитационной
модели нагрева полосы в печи АНГЦ / Автоматизированные технологии и
производства: сб. научн. тр. - Магнитогорск: ФГБОУ ВПО «МГТУ». 2013. Вып.5 –
С.43-48.