Ковалев А.А., Тищенко Л.А.
Московский государственный технический
университет
имени Н.Э. Баумана, Россия
Ультраструйная диагностика газотермических
функциональных покрытий применяемых в авиационной техники
Одним
из главных факторов, определяющих надежность агрегатов авиационной техники,
является их износ. Интенсивному изнашиванию наибольше
всего подвержены узлы и детали, работающие при тяжелых нагрузках и в агрессивных
средах. Так в процессе эксплуатации газотурбинные двигатели подвержены
силовым, тепловым воздействиям и износу. Ответственные детали турбин:
компрессорные лопатки, ротора и корпуса работают в условиях высоких температур
в сочетании со значительными нагрузками, обусловленными центробежными силами
инерции и разностями давлений. После длительной эксплуатации в условиях
эрозионного воздействия воздушного потока при повышенных температурах (200-3000С)
основными видами повреждений лопаточного аппарата являются эрозионный и
коррозионный износ рабочей поверхности, а также усталостное разрушение.
Для
повышения износостойкости, жаростойкости и эрозионной стойкости деталей
авиационных двигателей применяют самые различные типы напыляемых покрытий. Широко
используют напыление при капитальном ремонте двигателя, для восстановления изношенных
деталей. В настоящее время актуальным является газотермическое нанесение покрытий.
Процесс
газотермического напыления заключается в том, что материал для покрытия
вводится в источник тепла, температура которого достаточно высока, чтобы его
пластифицировать. При «холодном» напылении, способе, относящемся также к
газотермическим способам напыления, порошковый материал не подвергается
нагреву, а разгоняется сверхзвуковым потоком газа до энергии пластификации на
подложке. В общем случае газотермических покрытий, поток газа, обладающий
высокой скоростью, захватывает частицы и с очень большой скоростью направляет
их на предварительно подготовленную поверхность. Последовательно накладываясь
друг на друга, частицы образуют чешуйчатое слоистое покрытие с сильной анизотропией
физических и механических свойств. Материал для покрытия может быть в виде
порошка, проволоки, стержня, ленты или шнура. Характерный размер частиц в
потоке газа от 5 до 200 мкм. Характерная толщина покрытий около 1 мм.
На
рис. 1. приведена классификация всего разнообразия методов газотермического
напыления. Основными
виды газотермического напыления, которые сегодня используются в мировой
практике, являются:
Ø газопламенное и
детонационное напыление;
Ø высокоскоростное
сверхзвуковое газопламенное напыление (HVOF);
Ø плазменное напыление (APS);
Ø электродуговая
металлизация.
Детали
и узлы авиационной техники, работающие в условиях механического и коррозионного
износа, трения и повышенных нагрузок, подвержены одновременно различным видам
изнашивания. Очевидно, что газотермические
покрытия должны выдерживать это одновременное воздействие. Так как универсальных
покрытий не существует, то возникает проблема подбора необходимого функционального покрытия. Для
этого необходимо проводить испытания и диагностику простых (внешняя дефектность, шероховатость, геометрические размеры) и сложных (износостойкость) свойств
газотермических покрытий. Испытания и диагностика сложных свойств функциональных покрытий требует значительных затрат времени
и его следует проводить не только при разработке конструкции покрытия, но и при
периодических испытаниях покрытия на стадии контроля качества его производства.
Различного рода испытания должны быть приближены к реальным условиям работы
авиационной техники. Если контроль простых свойств покрытий достаточно
отработан, то вопрос эффективного контроля сложных свойств покрытий остается
открытым.
Рис. 1. Классификация методов газотермического
напыления
Одним из перспективных способов диагностики сложных свойств покрытий является
ультраструйная диагностика (УСД). Данная диагностика позволяет имитировать одновременное
воздействие различных типов изнашивания и существенно сокращает временные
затраты по сравнению со специализированными испытаниями на каждый тип износа.
Ультраструйная
диагностика основана на взаимодействии высокоскоростной струи жидкости и
мелкодисперсного абразива с диагностируемым покрытием, вызывающее гидроэрозию поверхности при определенных
режимах: рабочее давление струи, ее диаметр, кинематика движения по диагностируемой
поверхности (рис.2). При гидроструйной эрозии происходит ускоренное локальное разрушение
материала по механизмам наиболее близким или идентичным механизмам реального
разрушения покрытия под действием эксплуатационных нагрузок, например
циклических, вызывающих усталостное разрушение. Это обстоятельство обеспечивает
сопоставимость результатов гидроструйного диагностирования полномасштабным
исследованиям физико-механических свойств и ресурсно-эксплуатационных испытаний
функциональных параметров покрытий.

Рис.2. Схема
ультраструйной диагностики покрытий
Рассмотрим анализ износостойкости
защитных покрытий при механическом изнашивании.
Используются стандартные образцы, на
рабочую поверхность которых наносится покрытие, износостойкость которого
требуется определить. К материалу образцов при диагностики покрытий особых
требований не предъявляется. Образцы необходимо взвесить на аналитических весах с точностью до 0,001 г и затем закрепить в держателях на
гидроструйной установки. Выставляется режим диагностирование: рабочее давление,
скорость струи, угол атаки. В результате взаимодействия струи с покрытием
происходит его поверхностное разрушение и вымывание с него образовавшихся масс частиц
материала покрытия. После этого проводится повторное взвешивание образцов.
Затем можно определить интенсивность гидроэрозии сопоставимую с
износостойкостью покрытия.
Интегральная интенсивность гидроэрозии материала
покрытия – унос его массы с поверхности в единицу времени, т.е. суммарная масса
продуктов разрушения ![]() отнесенная к времени
диагностического гидровоздействия
отнесенная к времени
диагностического гидровоздействия ![]() :
:
![]() (1)
(1)
где
![]() ,
, ![]() – масса
– масса ![]() -й частицы разрушенного материала,
-й частицы разрушенного материала, ![]() - общее число частиц
разрушившегося материала.
- общее число частиц
разрушившегося материала.
Дифференциальная интенсивность
гидроразрушения материала покрытия – унос его массы в виде частиц, имеющих
определенные близкие геометрические и/или весовые характеристик, например
средний диаметр ![]() , среднюю массу
, среднюю массу ![]() , сопоставимую форму поверхности и т.д. В этом случае
дифференциальная интенсивность определяется как:
, сопоставимую форму поверхности и т.д. В этом случае
дифференциальная интенсивность определяется как:
![]() (2)
(2)
где
![]() – число близких по
своим параметрам, например массе
– число близких по
своим параметрам, например массе ![]() частиц разрушившегося в результате гидроэрозии материала покрытия.
частиц разрушившегося в результате гидроэрозии материала покрытия.
Очевидно, что:
 ;
;  ;
;  , (3)
, (3)
где![]() - число интервалов, на которое условно подразделяется при
анализе весь массив исследуемых частиц разрушения. Обычно
- число интервалов, на которое условно подразделяется при
анализе весь массив исследуемых частиц разрушения. Обычно ![]() , но если
, но если ![]() , то весь массив частиц условно подразделяется на большие
(мах), средние (mid) и малые (min). Причем эта градация
справедлива как к массе, так и к характерному размеру, например среднему
диаметру массива анализируемых частиц разрушения.
, то весь массив частиц условно подразделяется на большие
(мах), средние (mid) и малые (min). Причем эта градация
справедлива как к массе, так и к характерному размеру, например среднему
диаметру массива анализируемых частиц разрушения.
Для повышения общности получаемых результатов
весьма полезно использовать не абсолютные, а относительные диагностические
признаки, например:
![]() (4)
(4)
где:
![]() - относительная интегральная интенсивность гидроразрушения
поверхности покрытия;
- относительная интегральная интенсивность гидроразрушения
поверхности покрытия; ![]() - абсолютное значение интенсивности гидроразрушения (мг/ч)
покрытия;
- абсолютное значение интенсивности гидроразрушения (мг/ч)
покрытия; ![]() - тоже самое, но,
например, для эталонного образца. Очевидно, что при
- тоже самое, но,
например, для эталонного образца. Очевидно, что при ![]() физико-механические и
иные исследуемые характеристик покрытия, при прочих равных условиях, хуже, чем
у сравниваемого образца [1].
физико-механические и
иные исследуемые характеристик покрытия, при прочих равных условиях, хуже, чем
у сравниваемого образца [1].
Определить ![]() можно не только путем
взвешивания образца до и после гидроструйного воздействия, но и прямым
взвешиванем продуктов разрушения после фильтрации частиц, находящихся в
отработанной жидкости.
можно не только путем
взвешивания образца до и после гидроструйного воздействия, но и прямым
взвешиванем продуктов разрушения после фильтрации частиц, находящихся в
отработанной жидкости.
При гидроструйном определении стойкости
защитного покрытия к абразивному изнашиванию дополнительным информативным
признаком являются параметры измельчения (количество, форма, размер, масса)
частиц абразива 8, расколовшихся при ударе о поверхность покрытия 6 (рис.3).
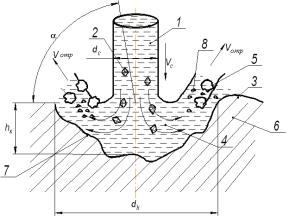
Рис.3. Взаимодействие
гидроабразивной ультраструи с покрытием
На
рисунке принято: 1 - высоконапорная струя жидкости; 2 - абразивные частицы; 3-
исследуемая поверхность объекта контроля и диагностики; 4 - гидроабразивная
каверна; 5 - продукты гидроабразивной эрозии; 6 - объект диагностики; 7 -
профиль гидроабразивной каверны; 8 - сколки абразивных частиц 2.
При анализе частиц 8 очевидно, что чем тверже
покрытие, тем на большее число частиц будут раскалываться исходные абразивные
и/или иные твердые частицы 2 вводимые в высоконапорную диагностическую струю 1,
которая в данном случае может быть не жидкостной, а газовой, например
воздушной, воздушно-капельной, газовоздушной и т.д. [1].
При введении в состав струи
химически-агрессивных добавок, поверхностно-активных веществ можно
анализировать износостойкость защитных покрытий на коррозионно-механическое
и химическое воздействие.
УСД можно проводить не только на стадии
разработки покрытия, но и при его производстве и эксплуатации. Для этого на
стадии разработки покрытия должны быть созданы образцы-свидетели (эталоны) и
получены данные об их интенсивности износа. По разнице результатов
воздействий на диагностируемое и эталонное покрытия можно судить о
физико-механическом состоянии и степени его износа.
Рассмотрим анализ усталостной прочности покрытий.
Анализ на усталость покрытия проводится при воздействии периодически
изменяющейся или циклической нагрузки. Многократное изменение напряжений
приводит к образованию и дальнейшему развитию трещин с последующим усталостным
разрушением детали с покрытием.
При УСД, как было сказано выше, происходит
гидроэрозия поверхности покрытия. Гидроэрозионное разрушение – процесс сугубо
динамический и при этом поверхность подвергается воздействию многократных
динамических импульсов напряжения [2]. При периодическом воздействии струи УСД может
быть способом имитации реальных циклических нагрузок. При этом по глубине
образовавшейся при гидроэрозии гидрокаверны можно судить о степени напряженности
покрытия.
На рис.4 изображен образец 1, нагруженный силой ![]() , вызывающей в нем различные механические напряжения,
описываемые эпюрой 2. В процессе гидроскрайбирования глубина гидрокаверны 3
будет большей там, где действуют большие растягивающие напряжения
, вызывающей в нем различные механические напряжения,
описываемые эпюрой 2. В процессе гидроскрайбирования глубина гидрокаверны 3
будет большей там, где действуют большие растягивающие напряжения ![]() . Аналогичная диагностическая картина будет наблюдаться
при гидроструйном индентировании (точечном, локальном воздействии). Глубина
. Аналогичная диагностическая картина будет наблюдаться
при гидроструйном индентировании (точечном, локальном воздействии). Глубина ![]() единичных гидрокаверн
4 в зоне больших напряжений будет большей, чем в зоне, с меньшим уровнем напряженности
покрытия [1].
единичных гидрокаверн
4 в зоне больших напряжений будет большей, чем в зоне, с меньшим уровнем напряженности
покрытия [1].
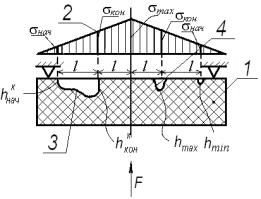
Рис.4. Оценка внутренней
механической напряженности покрытия
Усталостная прочность понимается как
свойство структуры твердого тела, в данном случае покрытия, задерживать,
затруднять, противостоять развитию трещин. Необходимо определять появления усталостных трещин и пиковую нагрузку,
после которой происходит разрушение покрытия. Для этого совместно с УСД нужно
использовать метод акустической эмиссии и данные макро- и
микрофрактографического анализа.
Для оценки остаточного ресурса детали с
покрытием необходимо, учитывая данные по анализу износостойкости, полученные в
результате УСД, провести физико-математическое моделирование динамического
взаимодействия гидроструи с покрытием и построить вероятностную модель роста
трещин при квазистатических и циклических нагрузках. Так как это моделирование
включает в себя взаимосвязь теорий процесса гидроэрозии, механики хрупкого разрушения,
физики процесса роста трещин и каждая из них недостаточно разработана и не
имеет универсальных моделей, то вопрос подобного моделирования является
актуальным и остаётся открытым.
Литература
1. Барзов А.А., Галиновский А.Л. Технологии ультраструйной
обработки и диагностики материалов - М.: МГТУ им. Н.Э. Баумана, 2009, - 246 с.
2. Механика
контактных взаимодействий / Под редакцией Воровича И.И., Александрова В.М. М.:
Физматлит, 2001. 672 с.