UDC 538.9:621.785.6
INFLUENCE of hardening
temperature and holding time on the phase-structureCondition Springs of Cr-Ni
alloy
Mukazhanov Ye.B.1
Telebayev Ye.Ye.2
Takenova G.D.3
Tynaliev Bauyrzhan4
1 Doctoral
Student, PhD, Associate Professor, Academy of Economics and Law, Zhetysu State
University. I.Zhansugurov, Taldykorgan, Kazakhstan
Taldykorgan
Polytechnic College
2 Taldykorgan
Polytechnic College
3 PhD, Associate Professor, Taldykorgan Polytechnic College
4 Taldykorgan
Polytechnic College
Taldykorgan,
Kazakhstan
Shows a
two-phase structure of the alloy 47HNM after quenching in the range 900-13000S,
installed a crystalline structure, morphology, size and volume fraction of
particles allocated phases. It was found that with increasing heating temperature
increases the degree of homogeneity of the solid solution. The features of
changes in the structure of the alloy 47HNM depending on the temperature, the
holding time of heating for quenching, cooling rate.
Introduction
Spring precipitation-hardening
alloys - one of the most important classes of structural metallic materials,
which, depending on the purpose and the conditions of service of the elastic
elements of devices should have a wide variety of properties [1]. In operation,
the product of the spring alloys must have sufficient strength and elasticity
in static, cyclic and dynamic loading, and high resistance to small plastic
deformations. In addition, they must also meet the specific process
requirements, without which it is impossible to produce high quality elastic
elements of the devices specified configuration and get a set of high physical
and mechanical properties.
In addition, the Ni-Cr alloys are
promising materials for structural components of nuclear and thermonuclear
reactors with water coolant. [2] In [3] studied the effect of the structural
state of Cr-Ni steels and alloys on the stability of the structure under
radiation exposure.
Solution to the problem of obtaining
a combination of practically important properties in Ni-Cr alloys are the
creation of efficient technologies and patterns of combination treatment
(thermal or mechanical-thermal) that enhance the performance properties of
these materials through targeted changes in their structure and phase
composition. As is known, the change in temperature and heating time for
hardening can get qualitatively different structural-phase states in alloys,
which in turn determine the properties and evolution of the structure of the
hardening during subsequent aging. Therefore, it seems urgent to study the
structure of the alloy after quenching in a wide temperature and time interval,
determining the optimal quenching conditions.
The purpose of this study is to
investigate the influence of quenching temperature, exposure time for quenching
and cooling rate on the phase-structural state of the alloy 47HNM.
Materials and methods of research
The material of investigation, the
alloy 47HNM industrial
manufacturing and standard
chemical composition (47%-Cr, 5%-Mo,
stop. - Ni).
During the heat treatment of the alloy 47HNM heating
for quenching of 12000-13000S
was carried out in a salt bath of molten BaCl2. Bath
temperature is automatically maintained
constant within 50C. State of the
samples were fixed by quenching
in cold water.
Structural-phase state of the samples
was investigated by optical (NEOPHOT-21,
MIM-7) and electron (EM 125K) microscopes and
X-ray diffraction method using a DRON-3.
Thin sections for metallographic
studies polished and etched electrolytically in 10% strength acetic chlorine
electrolyte. The microstructure controlled grain size, the
volume fraction of the phase, the presence of twins and other defects.
The samples for electron microscopy in
the form of discs were prepared by
jet electropolishing and by thinning of the foils.
When taking samples of diffraction on a DRON-3 was used to Co-a - radiation at X-ray tube modes U =
40 kV and I =
40mA. The calculation of the
diffraction patterns was carried out by a known method [4].
Results and Discussion
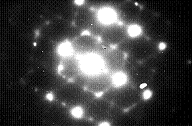
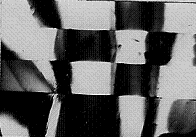
In Fig. 1, and shows the microstructure of the alloy after quenching 47HNM from
1250 ° C, performed in an inert gas.
Microstructure of a polyhedral grains γ-solid
solution with the particles of the
secondary phase. Electron
microscopic study of the alloy
after the specified heat treatment
(Fig. 1c) also show that the
alloy is in the two-phase state.
Matrix alloy is
γ-solid solution with fcc-based
Ni, a second-phase
particles - α-solid solution with bcc-based Cr. Α-phase
particles are primarily based on the grain boundaries (see Fig. 1, d), and the volume fraction of the excess phase is 5-10%. At
the micro-electron diffraction corresponding quenched samples (see Fig. 1c), visible bands that
are continuous in the reciprocal lattice, which shows, as you know, or to partially hardened, or on low speed cooling during hardening, which results in partial decomposition of the supersaturated
solid solution.
![]()
![]()
![]()
a) b) c)

![]()
![]()
![]()
d) e) f)
Fig. 1 47HNM
microstructure of quenched by 12500S 1 minute:
a - optical micrograph
(x1200); b (x850), c (x13000), e (x14000), f - electron micrographs
(x7000); b - micro-electron
diffraction pattern of Fig .1, b
An interesting feature of the structure of quenched samples
is the large number of twins, cross grain (Fig. 1, b,
c, d). Twin boundaries are mostly straight and very stable. Figure 1, e shows the intersection of
twins with extinction contours.
At low cooling rates, for
example, in the air, after the formation of high-temperature heating of twins, as a rule, is not observed.
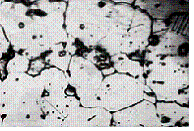
With increasing exposure time up to 10 minutes
at a temperature of quenching is further dissolution of
the hardening α-phase, with
the result that the degree of supersaturation
of the alloying components of the
matrix increases. With increasing
time of exposure to the hardening 12500S is also a change in the
structure of the alloy 47HNM,
namely, there is a growth of grains (Fig.
2a, b), the increase in assorted alloy
and the changing nature of the grain
boundaries (Fig. 2c). Typical microstructures at different temperatures and exposure time
for hardening are also 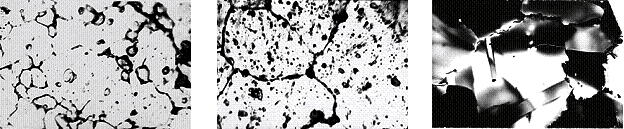 shown in Fig. 3.
shown in Fig. 3.
a) b) c)
Fig. 2 47HNM microstructure
of quenched temperature 1250ºС: a - 1 min. (with reproductions increased 2 times) (x1000), b - 30 min (x2000). c - 5 min (x850).
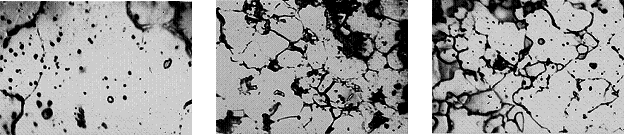
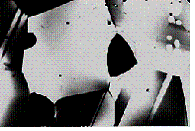
a) b) c)
Fig. 3 Changing the structure of the alloy according to the
temperature and exposure time for
hardening a - 1200 º C for 30 min. (x1000),
b - 1300 º C, 1 min. (x1000) c - 1300 º
C for 30 min (x1000).
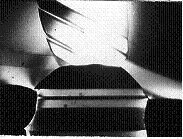
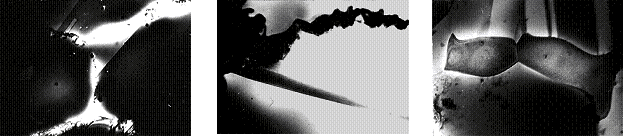 The loss of stability of the grain boundaries,
which is expressed in a strong curvature
(Fig. 2, c, Figure
4, a, b), is a characteristic feature of the alloy 47HNM at
speeds more than 1-2 minutes
in the interval 1250-1300 ° C. In this
case there dissolving α-phase
particles and their subsequent spreading along the grain boundaries,
forming sometimes they continuous
layer (Fig. 4, c) with a high chromium content. This is confirmed by microdiffraction analysis. Allocation at
the grain boundaries (particularly strong secondary phase) can dramatically change the technological
properties of the alloy.
The loss of stability of the grain boundaries,
which is expressed in a strong curvature
(Fig. 2, c, Figure
4, a, b), is a characteristic feature of the alloy 47HNM at
speeds more than 1-2 minutes
in the interval 1250-1300 ° C. In this
case there dissolving α-phase
particles and their subsequent spreading along the grain boundaries,
forming sometimes they continuous
layer (Fig. 4, c) with a high chromium content. This is confirmed by microdiffraction analysis. Allocation at
the grain boundaries (particularly strong secondary phase) can dramatically change the technological
properties of the alloy.
a) b) c)
Fig. 4 Changes in the structure of grain boundaries in the alloy quenched
from 1250ºC 47HNM for varying the exposure time: a - 2 min. (x1000), b - 5
min. (x1000) at - 10 min (x2000).
The results of X-ray diffraction patterns of the alloy 47HNM
quenched from 1250 ° C for different
exposure time are shown in Fig. 5.
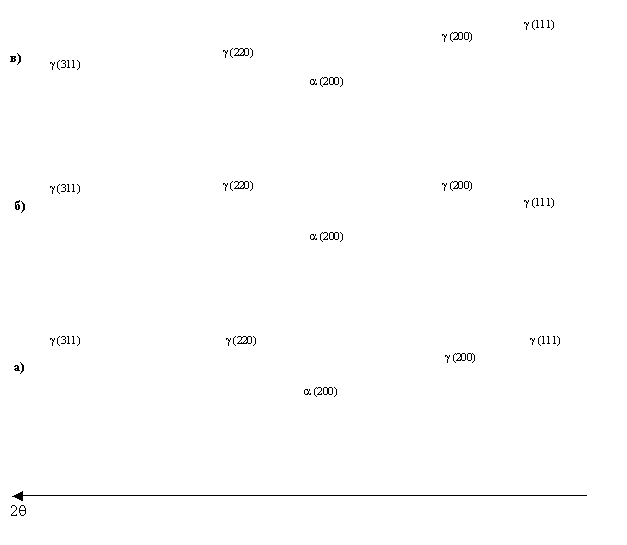
Fig. 5 X-ray diffraction patterns of the alloy 47HNM
after quenching from 1250 ° C for different
exposure time: a - 5 sec., B - 30 sec., c - 10 min.
We see that all the intense lines
in the diffraction belong g-phase - solid solution of Cr and Mo in the nickel matrix c
fcc lattice. Along with them there are weak X-ray diffraction lines
of a-phase bcc. After quenching temperature 1250 ° C remain
undissolved particles a-phase. With increasing exposure time there is an increase
in the hardening of the lattice
parameter g-matrix from 3.560 to 3,568 Å and a
decrease in the volume fraction of a-phase, which after hardening
delayed 10 minutes or more practically not detected (Fig. 5, b).
As you know, the quality of hardened material is determined not only by its technological properties, but also the size of the recrystallized grains. For alloy 47HNM interesting feature is the low tendency to grain growth in the temperature range 1000-1300ºC. In a very short time by exposing the alloy hardening process is completely primary recrystallization and formed fine-grained structure with an average grain size of 6-10 microns. Processes of primary and collecting rekristalizatsii known flows in the heating process of the deformed metal. Because of the presence of excess α-phase structure clearly reveals two groups of grains of various sizes. This is particularly undesirable in assorted operations deep drawing, stamping and etching and polishing preparations.
The main cause of assorted, apparently, is the uneven distribution of excess α-particle phase. In areas with a high content of coarse α-phase, forming small grains, whereas in regions of the material with no phase particles, grain grows to much larger sizes.
The results of electron microscopic studies of border regions of the alloy structure 47HNM allow us to conclude that, for small periods of time delay for hardening grain boundaries remain straight, and mostly free of grain boundary precipitates. However, with increasing duration
of exposure
to the hardening
temperature is
a loss of
stability of
the grain boundaries, increasing their length, and they become strongly curved shape.
The dependence of the average grain size of the alloy 47HNM the exposure time of the hardening temperature 1200-1300ºC is shown in Fig. 6.
As can be seen from the data, the grain growth in the alloy 47HNM very depressed because of excess α-phase, which inhibits the migration of boundaries during recrystallization.
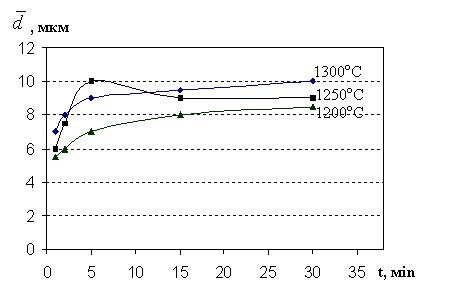
Fig. 6 Change in the average grain size of the alloy 47HNM depending on time and temperature exposure during quenching
Based on these results we can conclude the following:
After quenching in the temperature range 1200-1300 º C 47HNM alloy structure is
two-phase, consisting of
grains of γ-matrix and α-particle phase. With increasing exposure time is set for
hardening solution hardening α-phase grain
growth of the matrix alloy and increase assorted changes in the nature of the grain boundaries. Grain growth in the alloy
47HNM very depressed because of the presence of excess α-phase, which inhibits the migration of boundaries during recrystallization.
Literature
1 Rahshtadt A.G. Spring steels and
alloys. - Moscow, Metallurgy,
1971 - 496p.
2 Solonin M.I.,
Kondratyev V.P. Votinov
S.N. Alloy HNM-1
as a promising material for structural
components of nuclear and thermonuclear reactors with water coolant / / VANT Series Materials and new materials. - 1995. - Issue 1
(52). -P.13-20.
3 Kolotushkin V.I.
Impact on the stability of the structural state of Cr-Ni steels and alloys under neutron irradiation
// FMM. - 2004. -T.97,
№ 2. - P.63-73.
4. Gorelik, SS, Skakov
JA, Rastorguev LN
X-ray and electron-optical
analysis. - Moscow: MISIS, 2002. - 360 p.