Технические науки/12. Автоматизированные системы управления
на производстве.
Д.т.н. профессор
Тугенгольд А.К., Лысенко А.Ф., Гончаров О.В.
Донской государственный
технический университет, Россия.
Управление базами данных системы
знаний при интеллектуальном электронном документировании мехатронных объектов
Система интеллектуального электронного технического
документирования технологических мехатронных объектов предусматривает наличие в
своем составе системы знаний, представляющей собой интеллектуальный инструмент
для принятия решений по управления. Однако, как указывалось ранее в работе [1],
для работы базы знаний необходимо иметь исходные базы данных, которые, в свою
очередь, должны отвечать определенным требованиям и стандартам.
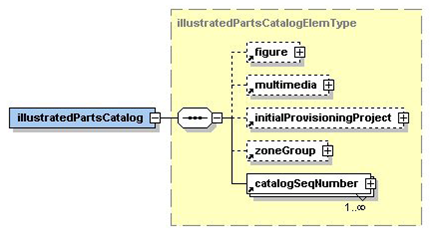
Рис.1. Структура модуля данных иллюстрированного каталога
деталей и сборочных единиц (XML).
Так как концепция интеллектуального электронного
документирования подразумевает постоянное и непрерывное взаимодействие баз
данных с базой знаний для корректной работы правил управления технологическим
объектом, необходимо, чтобы базы данных соответствовали стандарту S1000D
[2]. Этот
стандарт представляет собой спецификацию на выпуск технических публикаций с
использованием базы данных общего доступа и основан на технологии XML.
Изначально S1000D применялся в
авиастроении, теперь он расширен и применяется для множества различных отраслей,
в том числе и для области машиностроения, так как предусматривает функцию
каталогизирования деталей и сборочных единиц (Рис. 1). Он полностью отвечает всем
необходимым требования к созданию баз данных мехатронных технологических
объектов (в частности, металлорежущих станков), описанных ранее в работе [3].
Ниже приведен пример создания базы данных для
обрабатывающего центра 2204ВМФ4 в соответствии со стандартом S1000D.
База данных содержит наследуемые и оперативные параметры
технологического объекта. Известно, что на погрешность обработки детали
оказывает влияние значительное
множество факторов [1]:
F = (f1, f2, f3, … , fk ). (1)
Множество
факторов (1), или входных воздействий, влияющих на общую погрешность F, в зависимости от
возможности получения знаний о них может быть представлено в виде совокупности
(2) из «наследуемого» множества Н и «оперативного» множества О [1].
F =(Fh,
Fo), (2)
Fh = ( f h1,
f h2,…, f hm );
Fo = (fo1, fo2,…, fon).
Под наследуемым множеством Fh подразумевается совокупность m факторов, знания о
которых получают при приемо-сдаточных или тестовых измерениях, а совокупность n факторов, измеряемых непосредственно в процессе
обработки, отнесена к оперативному множеству
Fo. Одна из причин такого
деления факторов заключается в ограниченной возможности получения оперативной
информации от средств контроля непосредственно в процессе обработки детали [4].
В базе данных наследуемых характеристик
обрабатывающего центра 2204ВМФ4 содержатся данные по точности в соответствии с
ГОСТ 9726-89, 27843-2006, 30027-93, согласно [5]. Это позволяет обеспечивать
систему данными, содержащими результаты испытаний на геометрическую точность
станка и точность обработки образцов изделий, в удобной для работы базы данных
с системой знаний структуре XML (Рис. 2).
Программное обеспечение системы управления базами
данных выполнено на языке программирования высокого уровня Delphi
таким образом, чтобы обеспечить взаимодействие баз данных с системой знаний и в
перспективе системами УЧПУ. Сами базы данных представляют собой XML
документ, разделенный на модули, в соответствии со стандартом S1000D.
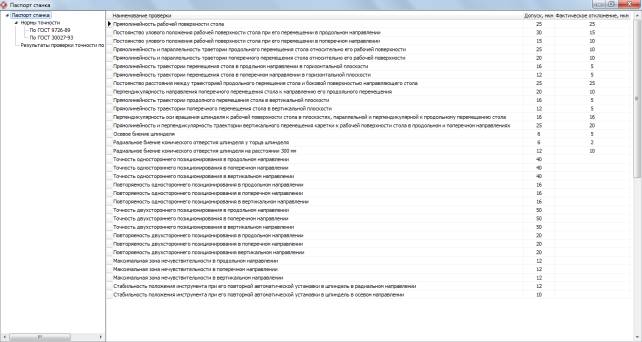
Рис. 2. Система
управления базами данных обрабатывающего центра 2204ВМФ4
Спроектированная система управления базами
данных позволяет обрабатывать запросы системы знаний, экспортировать данные о точностных
характеристиках станка в корректном для обработки формате, формировать
статистические закономерности погрешностей, и обладает возможностью
взаимодействия с экспертной системой формирования корректирующего воздействия
для станка [6]. Помимо этого СУБД позволяет пользователю взаимодействовать с
базой данных: добавлять и удалять разделы, редактировать записи, осуществлять
поиск нужной информации.
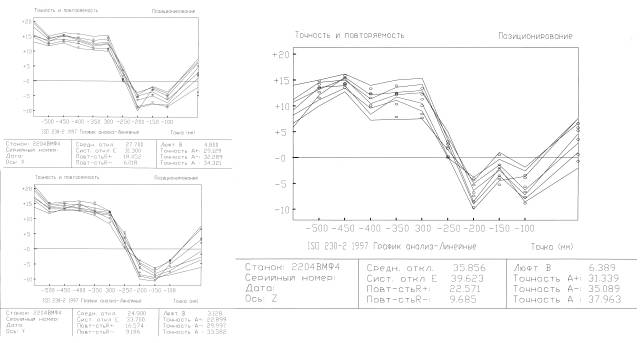
Рис. 3. Результаты испытаний точности позиционирования
рабочих органов обрабатывающего центра 2204ВМФ4 за 2012 год.
Манипуляции данными в спроектированной системе
управления базами данных осуществляются посредством запросов, соответствующих
стандарту SQL и относящихся к так называемому языку манипулирования
данными (Data Manipulation Language
или DML). Система знаний запрашивает данные из баз данных
наследуемых и оперативных характеристик станка при выполнении правил экспертной
системы для оптимизации режимов обработки на станке. При извлечении знаний из
данных система производит запросы к базе данных, получая необходимые факты, и,
используя правила, обрабатывает их. В результате этих операций над данными
система знаний получает информацию о закономерностях обработки, которая
впоследствии используется системой прогнозирования и модулем взаимодействия с
УЧПУ.
В базе
данных наследуемых параметров многофункционального обрабатывающего центра 2204ВМФ4 наравне с паспортными данными
приемосдаточных испытаний станка содержатся актуальные результаты испытаний по
точности (Рис. 3).
Потенциально, на основе статистических данных по
точности позиционирования и повторяемости можно прогнозировать фактическую
траекторию инструмента во время обработки детали на металлорежущих станках.
В систему интеллектуального электронного
технического документирования технологических мехатронных объектов встроен
модуль взаимодействия с УЧПУ, который позволяет изменять программу ЧПУ в
реальном времени и/или вносить в нее коррекцию.
Продемонстрирован методологический подход,
позволяющий создавать системы электронного документирования технологических
машиностроительных объектов. Эти системы обеспечивают возможность формирования
корректирующего управляющего воздействия на технологический объект для
повышения его производительности. Проиллюстрирован пример работы с
многофункциональным обрабатывающим центром 2204ВМФ4. В качестве результата,
спроектирована база данных точностных характеристик станка, способная
взаимодействовать с системой знаний и позволяющая вводить коррекцию для
различных режимов обработки деталей.
Литература
1.
Тугенгольд
А.К., Тишин А.А., Лысенко А.Ф. , Цишкевич З. А. Интеллектуальное электронное
документирование технологических объектов в системе PLM. // Вестник ДГТУ. – 2011, Т. 11, №3, с. 860-867.
2. Тугенгольд А.К., Лысенко
А.Ф., Тишин А.С. Интеллектуальная
электронная паспортизация в системе управления технологическими объектами.//
Микроэлектронные информационно-управляющие комплексы: сб. тез. и ст. Всерос.
науч. шк., 5-7 сент. – Новочеркасск:
Лик, 2011.
3. Тугенгольд А.К., Лысенко
А.Ф. Использование метода Data Mining
в системе интеллектуальной электронной паспортизации. // Микроэлектронные
информационно-управляющие комплексы: сб. тез. и ст. Всерос. науч. шк., 1-10
дек. – Новочеркасск: Лик, 2011.
4. Тугенгольд А.К.,
Лукьянов Е.А. Интеллектуальное управление мехатронными технологическими
системами. – Ростов н/Д: Издательский центр ДГТУ, 2004. – 117 с.
5. Самодуров Г.В.,
Тугенгольд А.К., Юденков Н.П., Лукьянов Е.А. Принципы построения
интеллектуальной электронной документации станка // СТИН. – 2012. №7.
6. Тугенгольд А.К., Тишин
А.С., Лысенко А.Ф. К вопросу формирования системы знаний при интеллектуальном
электронном документировании мехатронных объектов. // Вестник ДГТУ. – 2012.
№3(64).