Технические
науки/1. Металлургия
Д.т.н. Славин В.С., к.т.н. Смушкевич Л.Е.,
к.п.н. Норец А.И.
Магнитогорский государственный технический
университет, Россия
ЭФФЕКТИВНЫЕ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ФАСОННЫХ
ПРОФИЛЕЙ ВЫСОКОЙ ТОЧНОСТИ
Применение роликовых волок в
процессах волочения фасонных профилей и холоднотянутой арматурной проволоки в
настоящее находит все более широкое распространение. Это связано с
преимуществами волочения в роликовых калибрах по сравнению с монолитными
волоками, обусловленными заменой трения скольжения на трение качения.
На протяжении ряда лет нами были
сконструированы и созданы различные конструкции роликовых волок бесстанинного
типа, в которых калибры образованы тремя и четырьмя роликами. На основе
проведенных исследований для волочения фасонных профилей с различной площадью
поперечного сечения от 0,5 до 1800 мм2 был построен параметрический
ряд волок с трех- и четырехроликоым калибром, а также со смещенными парами
роликов [1]. Для расширения сортамента и повышения точности выпускаемых изделий
за счет деформации металла по всему периметру заготовки были созданы сдвоенные
комплекты роликовых волок с трех- и четырехроликоым калибром.
Преимущества роликовых волок
бесстанинного типа перед существующими аналогами заключается в высокой жесткости
калибра, обеспечивающей требуемую точность получаемых изделий, и компактности
разработанных конструкций, которая позволяет использовать существующее
волочильное оборудование без существенной реконструкции.
Кроме того, разработанные
конструкции роликовых волок позволяют создавать разнообразные двух- и трехступенчатые
компоновочные схемы волочения с применением монолитных волок:
- роликовая волока – роликовая
волока;
- роликовая волока – монолитная
волока;
- монолитная волока – роликовая
волока;
- роликовая волока – роликовая
волока – монолитная волока,
что обеспечивает использование преимуществ
обоих разновидностей волочения.
Сдвоенные комплекты волок в
сочетании только с трех- или четырехроликовых калибров часто используют для
получения профиля круглого сечения из круглой заготовки, холоднотянутой
арматурной проволоки с повышенными требованиями к цилиндричности профиля. В
некоторых случаях повысить технологичность получения фасонных профилей сложной
формы позволит сочетание трех- и четырехроликового калибров.
Преимущества построения
разнообразных экономически эффективных компоновочных схем волочения рассмотрим
на примерах получения калиброванного шестигранного проката по ГОСТ 8560-78 из
круглой заготовки и провода контактного из меди и ее сплавов по ГОСТ 2584-86.
В настоящее время метизной
промышленностью для производства калиброванного шестигранного проката используются
различные технологические процессы. Наибольшее распространение получил способ
волочения в монолитных волоках. В качестве заготовки используют горячекатаный
шестигранный прокат или круглую заготовку.
При использовании горячекатаного
шестигранного подката готовое изделие, как правило, получают за один проход
волочения. Низкая экономическая эффективность связана: с высокой стоимостью
заготовки, относительно невысокой стойкостью дорогостоящего инструмента (по
сравнению с волочением калиброванного круга) и необходимостью «замораживания»
оборотных средств при приобретении специальной заготовки на весь ассортимент,
как по типоразмерам, так и по маркам стали. Применение унифицированной
заготовки круглого сечения снижает затраты на ее приобретение и хранение,
однако в этом случае значительно повышаются технологические расходы, так как
готовое изделие получают за несколько проходов. При этом для некоторых металлов
требуется дополнительный отжиг и подготовка поверхности к волочению.
Одним из эффективных способов
устранения перечисленных выше недостатков является применение волочения в волоках
с многороликовым калибром. На метизных заводах черной металлургии используются
разнообразные технологические схемы получения калиброванного шестигранного
проката с применением роликовых волок различной конструкции из заготовки
круглого сечения.
На заводе ОАО «Днепроспецсталь»
предчистовые размеры шестигранного профиля поучают в закрытом калибре роликовой
волоки с трехвалковым калибром, а чистовой проход осуществляют в монолитных
волоках [2]. Однако применение калибра закрытого типа накладывает
дополнительные ограничения на допуски размеров используемой заготовки, так как
при переполнении калибра на поверхности промежуточного профиля могут появляться
дефекты в виде «усов», а при незаполнении калибра возможна недостаточная проработка
граней готового профиля.
На ОАО «Златоустовский
металлургический комбинат» по технологии, разработанной сотрудниками ЮУрГУ, формирование
предчистовых размеров шестигранного профиля из круглой заготовки осуществляют в
волоке со смещенными парами роликов, а чистовые размеры – в монолитной волоке
[3]. При этом волочение может осуществляться в одном проходе с получением
чистовых размеров или раздельно за два прохода. Система калибров роликовой
волоки представляет собой ромб в первой паре валков и гладкую бочку во второй
паре валков. Недостатками данного технологического процесса является нестабильность геометрических
размеров по описанной окружности профиля из-за системы калибров и снижение
физико-механических свойств готового изделия из-за неравномерности ступенчатой
схемы деформации.
Наиболее эффективной, на наш
взгляд, является трехступенчатая схема деформации с применением трехроликовых
калибров в одном проходе (рис. 1). Формирование предчистовых размеров
шестигранного профиля из круглой заготовки осуществляется в трехроликовых
калибрах первой 2 и второй 3 ступени деформации, построенных по системе:
треугольник – треугольник с поворотом вокруг оси волочения на угол 600.
Чистовые размеры готового изделия формируются в монолитной волоке 4 третьей
ступени деформации одного прохода. Преимущество данной схемы заключается в
равномерном распределении обжатий между первыми ступенями деформации, что
обеспечивает повышение физико-механических свойств металла готового изделия.
Система построения калибров первых двух ступеней деформации треугольник –
треугольник делает ее малочувствительной к выбору диаметра исходной заготовки,
а суммарная деформация (достигающая 40-45%) ограничивается требованиями к
физико-механическим свойствам готового изделия. Противонатяжение, создаваемое
деформацией металла на первых двух ступенях формоизменения заготовки, обеспечивает
повышение стойкости монолитной волоки и значительное снижение энергозатрат.
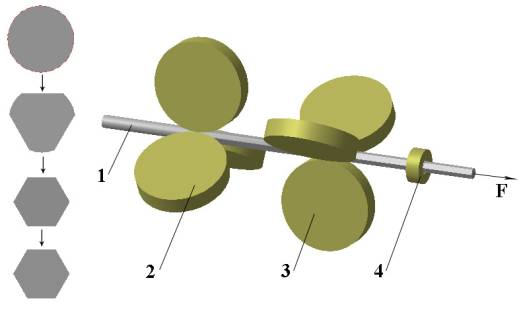
Рис. 1. Схема
трёхступенчатого деформирования за один проход
Для реализации разработанной
технологической схемы получения калиброванного шестигранного проката применительно
к условиям ОАО «ММК-Метиз» был разработан сдвоенный комплекты роликовых волок
бесстанинного типа на линии волочения и отделки прутков 1026 и 1028 ИЗТМ. При
этом на линии 1026 предусматривалось получение калиброванного шестигранного
проката с размерами «под ключ» от 8 до 17 мм (рис.2), а на линии 1028 – с
размерами «под ключ» от 18 до 27 мм. Роликовые волоки бесстанинного типа
обладают незначительными габаритными размерами (сопоставимыми с размерами
монолитных волок) и высокими техническими характеристиками [1].

Рис. 2. Линия волочения и отделки прутков
1028 ИЗТМ с установкой сдвоенного комплекта роликовых волок бесстанинного типа
Опыт работы при производстве
калиброванного шестигранного проката по ГОСТ
8560-78 с применением разработанной схемы формоизменения круглой
заготовки и роликовых волок бесстанинного типа подтвердил ее экономическую
эффективность и жизнеспособность [4].
Рассмотрим построение новой
компоновочной схемы волочения провода контактного из меди и ее сплавов по ГОСТ
2584-86.
Традиционная известная схема
производства провода контактного (рис. 3) представляет формирование готового
изделия за пять проходов [5].
Рис. 3. Традиционная схема производства
провода контактного
Значительное количество переходов
связано с высокими локальными деформациями, в которые затруднена подача
смазочных материалов с вытекающими последствиями: низкая стойкость инструмента,
снижение качества готового изделия, высокие энергетические затраты. При этом
для обеспечения требуемой точности в каждом проходе должно соблюдаться жесткое
ориентирование заготовки, что предопределяет усложнение технологического
процесса.
Наиболее эффективной при
волочении провода контактного из меди и ее сплавов является двухступенчатая компоновочная
схема с применением волок с трех- и четырехроликовым калибром (рис. 4), которая
обеспечивает формирование готового профиля за один проход. При этом на первой
ступени деформации получают предчистовой профиль грушевидной формы, а на второй
ступени деформации получают готовый профиль с чистовыми размерами.
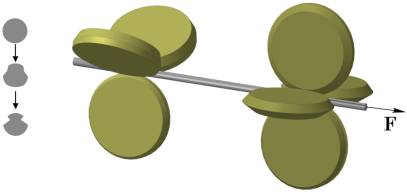
Рис. 4. Двухступенчатая компоновочная схема
получения провода контактного из меди и ее сплавов
Проведенные лабораторные
исследования на примере Формирования профиля МФ-100 по ГОСТ 2584-86 из круглой
заготовки показали, что предложенная компоновочная схема позволяет повысить
физико-механические свойства готового изделия, значительно увеличить стойкость
волочильного инструмента и снизить энергетические затраты.
Таким образом, на примерах
получения калиброванного шестигранного проката и провода контактного из меди и
ее сплавов представлена технологическая и экономическая целесообразность
построения разнообразных компоновочных схем волочения фасонных профилей с
применением роликовых волок бесстанинного типа.
Литература:
1. Славин В.С. Роликовые волоки
бесстанинного типа: монография / В.С. Славин. – Магнитогорск: МаГУ, 2010. -169
с.
2. Эффективная технология производства шестигранной
калиброванной стали из круглого подката / А.Г. Маликов, Ю.А. Демура, Т.В. Зубко
и др. // Сталь. – 1992. - №9. – С. 65-67.
3. Освоение производства шестигранных прутков из
легированных сталей / В.С. Кольчак, А.В. Рыбкин, Л.А. Никитина и др.// Сталь. –
2002. - №5. – С. 36-37.
4. Славин,
В.С. Комбинированная технологическая схема производства калиброванного шестигранного
проката / В.С. Славин,
С.М. Вершигора, В.С. Пантелеев // Сталь. – 2007. – № 2. – C. 91-93.
5. Ерманок, М.З. Волочение цветных металлов и сплавов /
М.З. Ерманок, Л.С. Ватрушин. – М. : Металлургия, 1988. – 288 с.