Технические
науки/3. Отраслевое машиностроение
Аспирант Нурутдинов
А.Ш., к.т.н., доцент Хохлов А.Л., к.т.н., старший преподаватель Салахутдинов
И.Р., соискатель Хохлов А.А.
ФГБОУ ВПО «Ульяновская
ГСХА им. П.А. Столыпина», Россия
МЕТАЛЛИЗАЦИЯ РАБОЧЕЙ ПОВЕРХНОСТИ
ГИЛЬЗЫ ЦИЛИНДРОВ
Эффективные показатели работы двигателя тем
выше, чем совершеннее теплоиспользование и ниже механические потери и, в
частности, потери на трение. Чем меньше потери на трение, тем меньше износ
основных трущихся пар, больше срок службы и меньше число неисправностей
двигателей в условиях эксплуатации.
Основным источником
потерь на трение в двигателе внутреннего сгорания является цилиндропоршневая
группа. На её долю приходится от 30 до 70% механических потерь. Гильзы
цилиндров является одной из ответственных деталей двигателя, от износостойкости
которой зависят эксплуатационные свойства. Металлизация рабочей поверхности
гильз цилиндров заключается в том, что в теле гильзы нарезаются канавки,
которые заполняются антифрикционным материалом [1].
Анализ
литературы показывает, что износостойкость деталей с металлизированной
поверхностью трения зависит от соотношения площадей трения основного и
антифрикционного материалов. Антифрикционный материал должен располагаться в
местах наибольшего износа при этом прочность стенки гильзы не должна снижаться
[2]. Известны следующие схемы металлизации рабочей поверхности гильзы цилиндров
(рис. 1).
Площадь касания трущихся
поверхностей зависит от нагрузки в трибоузле, расположением неровностей по
высоте, их геометрическим очертанием и механическими свойствами, из которых
наиболее существенным является модуль упругости. Таким образом, для снижения
износа (предотвращения образования локальных мест деформации материала трущихся
поверхностей) необходимо увеличить площадь контакта. Решение данной проблемы
возможно использованием металлизации трущихся поверхностей цветными металлами.
При покрытии трущейся поверхности более мягкими металлами, в процессе работы,
происходит заполнение впадин и выравнивание общей поверхности, что позволяет
увеличить площадь контакта. Кроме того, эти металлы имеют меньшую прочность на
сдвиг, чем основной материал, что позволяет реализовать положительный градиент
механических свойств по глубине и предотвратить переход внешнего трения во
внутреннее [2,3,4].
Недостатками металлизированных гильз
(рисунок 1а, 1б) являются
недостаточная износостойкость рабочей поверхности гильзы цилиндра в местах
повышенного износа в верхней и нижней мертвых точках и нерациональное
распределение цветного металла по высоте рабочей поверхности гильзы цилиндра.
Кроме того, выполнение винтовых канавок в местах захода резца в тело гильзы не
обеспечивает точность глубины их нарезки, и, соответственно, увеличивается неравномерность
заполнения канавок цветным металлом (медью).
Предложенная схема (рис. 1в) расположения канавок при металлизации
гильзы цилиндров устраняет указанные недостатки и позволит:
повысить износостойкость, снизить механические потери, уменьшить неравномерность износа рабочей поверхности гильзы цилиндров
по высоте, за счет равномерного распределения антифрикционного материала.
Наилучший результат достигается тем,
что на рабочей поверхности гильзы цилиндра в местах наибольшего износа,
соответствующего положениям поршня в верхней и нижней мертвых точках, выполнены
канавки, имеющие форму встречных синусоид, а в средней части гильзы цилиндров,
на расстоянии 13 мм от крайних точек верхней и нижней синусоид, выполнены две
канавки в
виде встречных замкнутых колец отдельных друг от друга с углом подъема 17
градусов к диаметральной плоскости гильзы [5].
|
|
|
|
|
а)
1-гильза, 2-винтовые канавки |
б)
1-гильза, 2-кольцевые канавки |
в)
1-гильза, 2-сину-соидальные канавки, 3-кольцевые канавки |
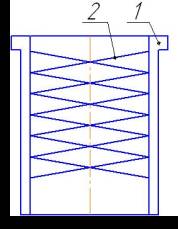
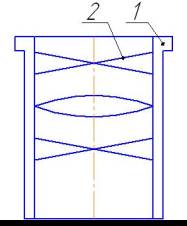
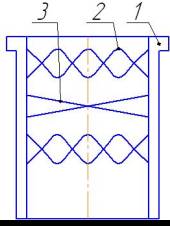
Рисунок 1 – а) гильза с винтовыми канавками, б) гильза с
кольцевыми канавками, в) гильза с кольцевыми и синусоидальными канавками
Расстояние от начала первых синусоидальных канавок до верхнего
торца гильзы равно 10±0,5 мм, при чем шаг между соседними канавками не
превышает расстояния между верхним компрессионным и нижним маслосъемным
поршневыми кольцами. В поперечном сечении канавки имеют торообразную форму с
глубиной и шириной равной 1,5 мм.
Изготовление
металлизированных гильз цилиндров включает операции очистки гильз цилиндров, их
дефектацию, устранение кавитационных разрушений, нарезание канавок (рис. 2а) и их наплавку (рис. 2б), зачистки внутренней поверхности
после наплавки, шлифование внутренней поверхности (рис. 2в), контроля, консервации и упаковки.
|
|
|
|
|
а) |
б) |
в) |



Рисунок 2
– Изготовление металлизированных гильз: а) нарезание канавок на токарном станке
Т-500; б) наплавка канавок медью М1; в) операция шлифования.
Таким образом, предложенная схема металлизации
рабочей поверхности гильзы цилиндров позволит повысить
износостойкость, уменьшить неравномерность износа гильз цилиндров по высоте,
улучшить равномерное «намазывание» антифрикционного материала по рабочей
поверхности гильзы цилиндров, вследствие чего качество работы цилиндропоршневой
группы повысится. Процесс нанесения
слоя цветного металла на рабочую поверхность гильзы сопровождается весь период
эксплуатации цилиндропоршневой группы ДВС, что обеспечивает эффективность ее
работы и увеличивает ресурс.
Литература:
1. Салахутдинов, И.Р. Гильза цилиндров двигателя
УМЗ – 417 с изменёнными физико-механическими свойствами / И.Р. Салахутдинов,
А.Л. Хохлов, А.А. Глущенко // Вклад молодых учёных в инновационное развитие АПК
России: Материалы НПК молодых учёных – Пенза: ПГСХА, 2010. – С. 132-135.
2. Симдянкин, А.А. Контактно-силовое
взаимодействие деталей цилиндро-поршневой группы: Монография. - Саратов., 2003.
- 144 с.
3. Салахутдинов, И.Р. Обоснование геометрических
параметров вставок при биметаллизации рабочей поверхности гильзы цилиндров
двигателя УМЗ 417 / И.Р. Салахутдинов, А.Л. Хохлов, К.У. Сафаров // Молодёжь и
наука ХХI века: Материалы международной НПК молодых учёных –
Ульяновск: УГСХА, 2010. – С. 99-104.
4. Салахутдинов, И.Р. Повышение износостойкости
гильз цилиндров бензиновых двигателей биметаллизацией рабочей поверхности
трения: Монография / И.Р. Салахутдинов, А.Л. Хохлов. - Ульяновск., 2012. – 179
с.
5. Патент на изобретение. Цилиндро-поршневая
группа двигателя внутреннего сгорания / Д.А. Уханов, И.Р. Салахутдинов, А.А.
хохлов. - №2451810 РФ Опубл. 27.05.12; Бюл. №15