Технические
науки/ 3. Отраслевое машиностроение
К.т.н. Заставный Е. А.
Московский государственный технический
университет им. Н. Э. Баумана
Электрохимическое удаление заусенцев
на деталях штуцерной аппаратуры
Удаление заусенцев на пересечении внутренних каналов,
выполненных сверлением в корпусных деталях штуцерной аппаратуры, является одной
из наиболее трудоёмких и трудноконтролируемых операций механической обработки.
Массовый выпуск этих изделий ещё более обостряет положение, отвлекая на эту
операцию квалифицированные кадры предприятия и усложняя процесс контроля
труднообозримых внутренних полостей обработанной детали.
Электрохимическая обработка представляет собой
анодное растворение корня заусенца в среде поточного электролита под действием
электрического тока. Достаточно протравить корень заусенца, и он гарантировано
удаляется непрерывно прокачиваемым потоком электролита. Таким образом, нет необходимости полного
стравливания заусенца, что значительно сокращает время обработки и
энергоёмкость процесса, исключая возможность заворота заусенца в прилегающий
канал обработанного корпуса, что встречается при механическом удалении
заусенца.
Поскольку электрод-инструмент при ЭХО не
изнашивается в принципе, одним электродом можно обработать всю партию изделий,
как бы велика она не была. При этом пересекающиеся поверхности имеют плавные
переходы, что улучшает гидродинамический режим работы изделий при эксплуатации (Рис.
1).
|
|

Рис.1. Удаление заусенцев и скругление острых
кромок в пересекающихся каналах.
Типовая установка для электрохимического
удаления заусенцев в корпусной детали (рис.2) представлена на Рис.3.
|
|
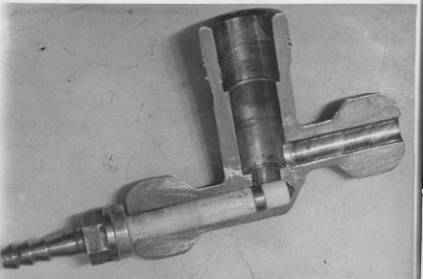
Рис.2. Корпусная деталь штуцерной аппаратуры.
Показанная установка имеет пять позиций для
одновременной установки и обработки пяти корпусных деталей одновременно.
Обрабатываемые изделия крепятся на токоведущей шине установки, а
электрод-инструмент заводится в обрабатываемые каналы до упора. Специального
выставления электродов не требуется, а следовательно и нет необходимости в
использовании квалифицированного оператора установки.
|
|

Рис.3. Установка для электрохимического удаления
заусенцев
Подача электролита осуществляется серийно
выпускаемой станочной помпой ПА-22 производительностью 22 л/мин и номинальным
давлением 1,5 атм. Антикоррозийных покрытий помпа не имеет. Практика показала,
что подобная помпа работает в 25% водном растворе поваренной соли 1,5 – 2,0
года. Замена помпы ввиду её дешевизны и простоты монтажа практически не
вызывает никаких осложнений.
В качестве источника электропитания установки
используется серийный выпрямитель ВАКГ-12/6-630, широко используемый для
питания гальванических ванн. Рабочий ток изменяется в пределах 50 -100 А, в
зависимости от типоразмера и количества одновременно обрабатываемых изделий.
Время обработки составляет 1,0 – 1,5 минуты независимо от количества
одновременно обрабатываемых деталей.
Основные показатели назначения установки
Диаметр обрабатываемых отверстий,
мм 6 – 15
Рабочее напряжение, В 12
Габариты установки, мм
1120х620х1400
Площадь, занимаемая
установкой, м2 1,5
Вес установки, кГ 80
Электрод-инструмент – полая металлическая
трубка, через которую прокачивается электролит. Трубка армированна изоляционным
материалом (обычно оргстекло, фторопласт или капролон), таким образом, чтобы
травление проводится только рабочим пояском, что исключает растравливание близлежащих
поверхностей (Рис. 4). Материалом для изготовления собственно
электрода-инструмента может служить любой металл, кроме алюминиевого сплава,
который может растворяться из-за некоторого защелачивания электролита при
длительной обработке. Рабочий поясок занижен относительно изолятора на 0,2 –
0,3 мм.
|
|

Рис.4.
Рабочая часть электрода-инструмента
Таким образом,
электрохимическое удаление заусенцев на деталях штуцерной аппаратуры
существенно повышает качество обработки, снижая при этом квалификацию
оператора.
Литература:
1. Справочник
технолога-машиностроителя / под ред. А. М. Дальского. М. Машиностроение. 2003.
941 с.
2. Справочник по
электрическим и ультразвуковым методам обработки материалов / Л.Я. Попилов Л.
Машиностроение, 1981. 542 с.