Zhantugulov T.
Kostanai
State University named after A. Baitursynov the Republic of Kazakhstan
Extruding
of multicomponent forage
One of the reserves of efficiency growth in forage
preparation – usage of extruding compound feed in animals ration. Extruding provides effective mechanical impact
on forage components, destroys material structure, increases nutritional value
and edibility of forage. Herewith it is possible to process old, dry forage, processing is connected with high temperature up to
200ºС and pressure up to 25 MPaS,
that promotes elimination of the microbiological content, transmitted
through forage, at the expense of
extrusive processing the range of forages increases. However extruding is a power-intensive process wherein forage may leak
between frame and the end of the screw curl
in consequence of which there is
forage gumming- up between surface and
frame wall therefore efficiency increase of extruder operation is an actual
task.
Advanced technologies of compound feed production
processed in the agricultural products processing field, confirmed
necessity of compound feed extruding,
i.e. multicomponent fodder materials, their wastes (including monoforages,
monodiets) [1,2,3].
Researches of the processes which are taking place in
extruder,it is connected with change of rheological properties of processed
materials, according to the construction of extruders for their processing
because forage composition changes,
dragging coefficient also changes. S. S. Dzhingilbaiev, studying
extruding processes of oilseeds, described them in the connection with the
laws of keeping and transformations of energy ( the first law of
thermodynamics). Made or received
heat Qt minus lost heat Ql is equivalent to quantity of the
transmitted energy – operations which, in their turn, are defined as common difference from the useful operation
on compression of Ad and from the dragging forces hindering carrying out useful operation Ac [4]:
Qt
– Ql = Аc – Аd (1)
Operation of dragging forces will respectively change
in case of change of processed material composition, for example, in the course
of multicomponent materials processing.
Some researchers confirm, that extruder combines a number of operations in
one machine, which mixes, compresses, heats, cooks, sterilize, forms. It is
necessary to understand that it (extruder) substitutes the whole complex of
machines, increasing food value, digestibility of processed material.
Other researchers developed
processing modes of barley, corn, wheat for increase of nutrients digestibility
and grain disinfecting in extruders. It is recommended to grind grain in hammer
grinder before extruding (a sieve with 3 mm diameter mesh) and to humidify
to17-18% .
However it is more effective to steam out crushed
grain or mixes of grain components before extruding. For this purpose the
extruder should be equipped with the mixer – steamer, from which a product is
directly sent to the extruder screw.
We conducted the pilot researches on processing of multicomponent
forages in the extruder (monoforages, monodiets).
At this way of grain preparation the productivity of the extruder increases by
25-30% [1]. But usage of extruding forages, feed mixes shall be carried out
according to a diet of animals feeding, i.e. it shall comply with well-
balanced, easily digested forage for animal organism.
At researches conducting the following conditions were taken into
account: the rotational frequency of the extruder screw (X1); feed mix
humidity (X2 – from 8 to 32%); the
filament extrusion device length (X3 – from 32 to 96 mm); skew angle of the
screw surface (X4 – from 5 to 25 degrees); diameter of the extruder screw is 70
mm. Quality of the processed material was checked on the content in the
extruder of starch and dextrins and compared with the basic material.
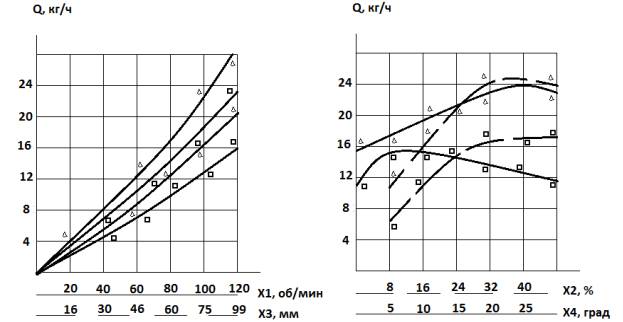
Figure 1. Dependence of productivity on
the rotational frequency (X1) and the length of the filament extrusion
device (X3) - a, dependence of productivity on humidity (X2) and skew angle
(X4) –b:
Δ-monoforage (consisting of grain wastes, mill offal homogenous in
composition);
- monodiet (consisting of
grinded grain, mill offal, straw).
As a result of the researches data processing were
received productivity dependences on the reference conditions ( figure 1, and,
b).
The analysis of dependences shows that under equal
conditions of processing indexes of monoforages are higher, than ones of
monodiets. In case of increase in rotational frequency of the screw (X1) and
increase of the filament extrusion device length (X3) it occurs the increase in
productivity of researched intervals. In
case of humidity change of feed mix from 8 to 50% productivity reaches the
crest value at 36-40%, in case of change of screw surface skew angle (X4)
productivity reaches the crest value in case of monodiet processing at 5 °
angle, in case of monoforage processing at 25 °angle. The result of quality
determination confirmed the increase of dextrins quantity to 32%.
Literature:
1 . L.Boiko. Progressive technologies for feed mixes production. Feed mixes №4. Technique and technology. 2005.
2 . Experience of extrusive technologies usage. Feed mixes. №7 Technique
and technology.2005
3 . The new extruder – highly nourishing forages from wastes. Technique
and technology. Feed mixes №5
4 . S. S. Dzhingilbaiev. Energy and heat transmission of screw
extruders. Herald of the national
engineering academy of the Republic of Kazakhstan, 2006.