Малафеев Ю.М., к.т.н.,
доц., Чепурко Е.Ю., Киреев В.Е.
Национальный
технический университет Украины «КПИ», г. Киев
НАПРЯЖЕНИЯ И ИЗНОС
ШТАМПА ПРИ ОБЪЕМНОЙ ШТАМПОВКЕ ДЕТАЛИ «КОРПУС»
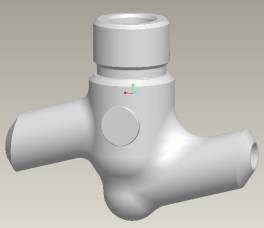
Наиболее нагруженным
элементом штампа при горячей объемной штамповке детали «Корпус» (рис. 1) является
облойний мостик, который воспринимает основную перегрузку на свою поверхность.
Это требует дополнительных расчетов инструмента для однозначного определения
целесообразности данной конструкции оснастки.
 С
этой целью нами проведено сравнение классической конструкции и разработанной
конструкции штампа [1, 2, 3, 4]. Так как инструмент – штамп полностью
симметричен и конечные значения существенно не будут отличаться, то в качестве
сравниваемых элементов возьмем нижнюю часть штампа – матрицу.
С
этой целью нами проведено сравнение классической конструкции и разработанной
конструкции штампа [1, 2, 3, 4]. Так как инструмент – штамп полностью
симметричен и конечные значения существенно не будут отличаться, то в качестве
сравниваемых элементов возьмем нижнюю часть штампа – матрицу.
Рис. 1. Корпус СМ 21002-020
а)
б)
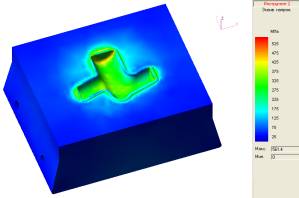
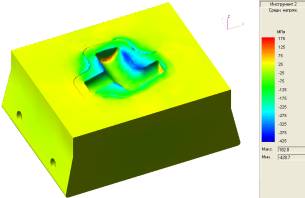
Рис. 2.
Эквивалентные напряжения в инструменте
(а –
спроектированный, б – классический вариант)
Как видно из
рис. 2а (спроектированный вариант
штампа) распределение напряжений
по ручью происходит равномерно
и составляет около 325 МПа, такая же
величина напряжения наблюдается непосредственно
за облойным мостиком, но на самом мостике составляет около 175 МПа [2,
3].
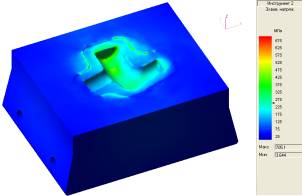
Распределение напряжений
в инструменте классической формы по ручьям происходит
неравномерно и колеблется в диапазоне 275-425 Мпа. Мостик нагружен в
основном по торцам инструмента, напряжения
в объеме облойной канавки незначительны, но при достижении ее границ составляют 475 Мпа. Также наблюдается
напряжение межштамповой области в тех местах, где
металл попал за
пределы облойной канавки. Заполнение самого штампа происходит неравномерно в
отличие от разработанной конструкции. Эквивалентное
напряжение обоих штампов при этом
около 25 МПа.
а)
б)
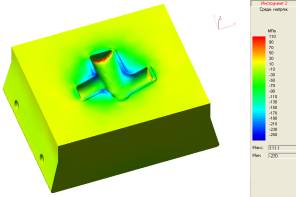
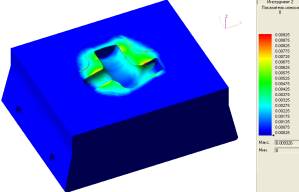
Рис. 3.
Средние напряжения в инструменте
(а –
спроектированный, б – классический вариант)
При распределении средних напряжений в
инструменте дублируется ситуация с эквивалентными напряжениями. Как видно из
рис. 9б происходит перенапряжение зоны облойной канавки за счет попадания металла
в плоскость разъема штампа. В спроектированном
штампе такая ситуация не наблюдается, так как здесь предусмотрено движение
металла в межштамповом пространстве. Заполнение штампа и распределение
напряжений происходит равномерно, чего нельзя сказать об инструменте
классической конструкции. При этом среднее напряжение обоих штампов составляет
около 25 МПа.
Как видно из рис. 2а и 3а
распределение напряжений по облойному мостику происходит таким образом, что
наибольшие напряжения получает зона, которая находится непосредственно за
мостиком, т.е. нагрузки, действующие на него по значению не максимальны,
следовательно, они не являются разрушительными.
Максимальное значение
показателя износа штампа наблюдается на краях ручья (для обоих вариантов). Но для
спроектированного штампа величина износа почти в 3 раза меньше (рис.4а), чем в
его классической конструкции (рис. 4б). Ее максимальное значение составляет
около 0,0035 мм, в то время как для классической конструкции оно соответствует 0,00925
мм [4].
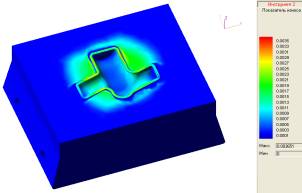
а) б)
Рис. 4.
Показатель износа в инструменте
(а –
спроектированный, б – классический вариант)
Литература:
1. Юсипов З.И., Каплин Ю.И. Обработка металлов
давлением и конструкции штампов – М.: Машиностроение, 1981. – 270 с.
2. Ковка и штамповка. / Под ред. Семенова Е. И.
том 1. – М.: Машиностроение,1986. – 586 с.
3. Справочник конструктора штампов. / Под ред.
Л.И. Рудмана – М.: Машиностроение, 1988. – 496 с.
4.
Шустер Л.Ш. Основы триботехники. Уфимский государственный авиационный технический
университет, Уфа, 1994. – 107с.