Технические
науки/8. Обработка материалов в машиностроении
К.т.н.
Анкудимов Ю.П., Чернега Ю.Г.
Таганрогский
политехнический институт – филиал Донского государственного технического
университета, г. Таганрог, Россия
Применение
дополнительных энергетических источников при виброударной обработке деталей
Виброударная обработка (ВиУО) относится к
методам металлообработки свободными гранулированными средами с заданными
свойствами. Она позволяет воздействовать на обрабатываемую поверхность
механическими ударами гранул рабочей среды и низкочастотными колебаниями
заданной интенсивности (в диапазоне частот 15-50 Гц).
Детали свободно загружаются или устанавливаются
в рабочую камеру, совершающую гармонические колебания на упругих элементах под
действием возмущающей силы, создаваемой вращающимися дебалансами. В рабочую
камеру помещается также обрабатывающая среда и подается технологическая
жидкость. Под действием колебаний стенок камеры частицы обрабатывающей среды и
детали совершают «быстрые» периодические перемещения в возникающих динамических
зазорах и «медленное» циркулярное движение за счет эффекта
вибротранспортирования. Первое движение обеспечивает ударное воздействие частиц
рабочей среды на поверхность деталей, что ведет к поверхностно-пластическому
деформированию материала детали, его диспергированию и микрорезанию, а второе –
равномерное распределение следов динамического воздействия по обрабатываемой
поверхности с получением однородности ее свойств и показателей качества.
Особенности кинематики этих движений, а также состав и свойства рабочих сред и
технологических жидкостей во многом определяют сущность и технологические
возможности виброударной обработки, которые широко апробированы – от
доделочно-зачистных до отделочно-упрочняющих операций [1].
На основе изучения основных закономерностей
комбинированных методов металлообработки разработан ряд схем подвода
дополнительной рабочей энергии различной природы в зону контакта рабочей среды
с деталями при виброударной обработке.
Данные разработки являются основой для
комплексного повышения качества поверхности обрабатываемых деталей и создания
конструкций вибрационных станков и дополнительных устройств к ним, позволяющих
существенно расширить технологические возможности метода [2, 3].
На рисунке 1 представлены некоторые схемы
подвода дополнительной тепловой, химической и электрической энергии в рабочую
зону при ВиУО.
Применение повышенных температур (до 120-400 оС)
в процессе ВиУО (схемы а, б, в) позволяет осуществлять этим методом ряд новых
технологических операций.
Вибрационная механотермическая оработка (ВиМТО),
осуществляемая при температуре 0,2-0,5 Тпл материала обрабатываемых
деталей, позволяет совмещать вибронаклеп с низкотемпературным отпуском и
старением ряда сплавов, а также наносить в процессе обработки металлические
антикоррозионные покрытия (цинк, алюминий), неметаллические антифрикционные
покрытия (графит, дисульфид молибдена) и другие материалы из порошкового сырья.
Ввод в рабочую камеру
жидких химических компонентов для активации механохимических реакций нанесения
металлических и оксидных пленок, интенсификации зачистных, отделочных,
упрочняющих и других финишных операций осуществляется различными способами
(схемы – г, д, е). Разработанные технологии механохимической обработки
позволяют получать декоративные поверхности деталей из черных и цветных
металлов, с низкой шероховатостью и высокой отражательной способностью
оксидировать детали из алюминия и его сплавов, покрывать цинком стальные
поверхности.
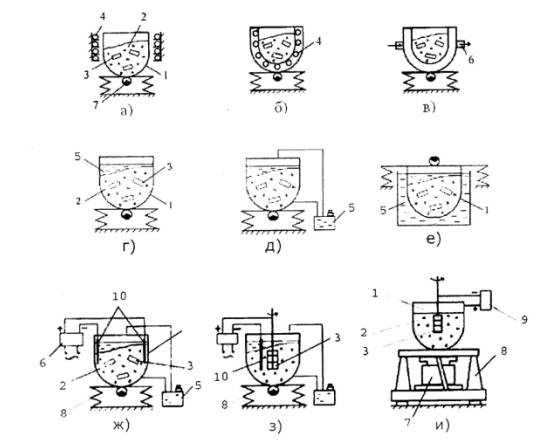
Рисунок 1. Схемы подвода дополнительной рабочей
энергии в зону обработки при ВиУО:
а, б, в – тепловой
г, д, е – химической
ж, з, и – электрической
1 – рабочая камера; 2 – обрабатывающая среда; 3 – детали; 4 – нагреватели;
5 – технологическая жидкость; 6 – теплоноситель; 7 – вибратор; 8 – упругие
элементы; 9 – источник электрического тока; 10 – электроды.
Виброабразивная электрохимическая обработка (ВиАЭХО) (схемы
– ж,з), характеризуется совмещением во времени и в пространстве механического
разрушения и электрохимического растворения поверхностного слоя материала
детали. В качестве рабочей среды используются гранулы абразивного наполнителя –
бой шлифовальных кругов, фарфора, керамики, специальных абразивов для галтовки
и вибрационной обработки. Процесс осуществляется с непрерывным прокачиванием
электролита, в качестве которого используются растворы на основе нейтральных
солей.
Вибрационная электрофизическая обработка (ВиЭФО) (схема и)
использует совокупность процессов электрической эрозии, ионного и контактного
массопереноса, диффузии и наплавки материала рабочей среды на обрабатываемую
поверхность. Особенностью ее является использование токопроводящих рабочих
сред. Токопроводящие гранулы рабочей среды под воздействием вибрации
периодически контактируют с обрабатываемой поверхностью, инициируя
искро-дуговые разряды в микрозазорах, приводящие к преимущественному разрушению
материала гранул (анод) и переносу его на деталь (катод) с образованием
легированного слоя. Представленные технологические возможности виброударной
обработки исследованы и доведены до опытно-конструкторских и технологических
образцов.
Литература:
1. Бабичев А.П., Бабичев И.А. Основы вибрационной технологии. /Ростов-на-Дону.
Издательский центр ДГТУ, 1998. – 624с.
2. The Quality Rising of Precision Surface by
Mecanic Chemical Vibratory Finishing. Yu.P. Ankudimov, A.P. Babichev, S.V.
Milaeva, S.N. Hudoley, V.V. Ivanov
6th International Conference “Precision
Surface Finishing and Deburring Technology – 2000” <<PSFDT –
2000>>, Saint-Petersburg 2000, 3 pages.
3. Complex Change in Superficial Loyer Properties
of Specimen, Obtained by Metallurgical Powder Vibration Process Method. Khaled Hamouda, Yu.P. Ankudimov, etc
Defect and Diffussion Forum Vols297-301 (2010)
pp1103-1108 Trans Tech Publications Switzerland