Еренчинов Данияр Кагазбекович, АО «ДАСУ»
г.Алматы
Экспериментальное исследование системы автоматического регулирования
давления в пневмоцилиндре.
Эффективная финишная обработка пробок
шаровых кранов со сквозными отверстиями и пазами под шпиндель производится на
новом станке-полуавтомате разработанным в АО «ДАСУ» [1]. Обкатывание пробок
осуществляется в торовых желобах между двумя дисками. Нижний диск неподвижен.
Верхний – самоустанавливается по трем деталям (пробкам шаровых кранов) при
запуске станка в работу. Вращение шпинделя верхнего диска производится
клиноременной передачей и прижимается к обрабатываемым деталям пневмоцилиндра
через полые шпиндели. Промышленные испытания станка показали, что колебания
давления вращающегося диска влияют на качество сферической поверхности пробки.
Этот факт привел к необходимости разработки системы стабилизации давления
создаваемого пневмосистемой.
В данной работе приводятся результаты
экспериментальных исследований системы автоматического регулирования давления
при работе верхнего диска. Качественная оценка разработанной системы проведена
на установке с упрощенной схемой на базе универсального пневмостенда П1-25К.
На
рисунке 1 представлена модернизированная схема экспериментального стенда.
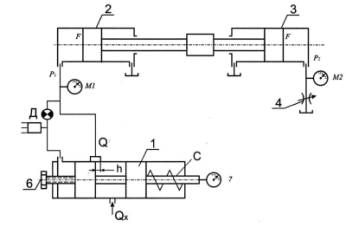
Рисунок 1. Схема экспериментального стенда
Экспериментальный
стенд состоит из пневмоцилиндров 2-рабочего и 3-нагрузочного, регулятора
расхода 1 золотникового типа, дросселя 4, Д-тензомитрического датчика и
манометра М1 и М2, 6-настроечного винта и индикатора 7.
С помощью
дросселя 4 и нагрузочного цилиндра можно устанавливать различные значения
нагрузки на рабочем пневмоцилиндре, т.е. нагрузка
при этом будет равна R=P2F, где значение
Р2 определяется по манометру М2.
Первоначальное
значение h – величины открытия рабочей цели регулятора расхода
устанавливается с помощью винта 6 по показаниям индикатора 7.
Статическая
характеристика автоматической системы стабилизации давления в рабочем
пневмоцилиндре была определена следующим образом.
С
помощью дросселя 4 задавались различные значения нагрузки на рабочем
пневмоцилиндре. При увеличении нагрузки растет давление P1 и клапан регулятора при этом перемещается
слева направо, что ведет к уменьшению величины открытия рабочей щели h и расход
воздуха поступающего в пневмоцилиндр уменьшается ровно на столько, чтобы
давление в рабочей полости стабилизировалось.
При
уменьшении нагрузки на рабочем пневмоцилиндре все происходит наоборот – за счет
падения давления P1 в начальный момент под давлением пружины регулятора
щель h увеличивается, что ведет к возрастанию значения
расхода воздуха и этим самым обеспечивается постоянство давления в его рабочей
полости.
Индикатор
7 показывает уменьшение значения щели h. Следует отметить, что разработанный метод позволяет
проводить исследование только при увелеченных значениях нагрузок.
На рисунке 2 представлена зависимость Δh от
изменения нагрузки в пневмоцилиндре.
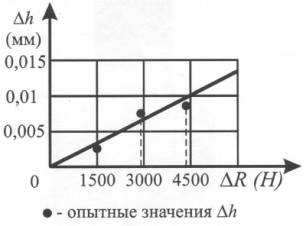
Рисунок 2. Зависимость Δh=ƒ(ΔR)
Для
получения зависимости Δh=ƒ(ΔR) необходимо написать уравнение статики клапана
ΔPƒкл
= с Δh, (1)
где
ΔP – повышение давления при увеличении нагрузки, ![]() , следовательно, при подстановке этого значения в уравнение (1),
получим
, следовательно, при подстановке этого значения в уравнение (1),
получим
Δh=Коб ΔR, (2)
где
Коб – коэффициент
деления обратной связи,![]() , при ƒкл
=20 см2 ; F=200 см2 ;
, при ƒкл
=20 см2 ; F=200 см2 ;
с – 10кг/см; Коб
=0,01 см/кг.
Датчики давления Д необходим для исследования динамических характеристик
автоматической системы стабилизации давления в пневмоцилиндре.
Измерительная
аппаратура для проведения экспериментов в основном необходима для регистрации
таких параметров, как скорость движения, давления в различных камерах системы.
Общую
трудность представляет измерение переменной скорости движения исполнительного
органа.
Для этой
цели была разработана новая конструкция индукционного датчика с постоянными
магнитами, рассчитанная для работы с осциллографом МПО-2.
Основной
частью индукционного датчика является постоянный магнит 12, собранный из втулок
(рисунок 3). Втулки сделаны из магнитного сплава и затем намагничены на
специальной установке. Полюсами магнитов служат сами втулки, сердечник магнита
2 в виде стержня запрессованы во втулку, которая поджимается гайкой 3 к
магнитам.
Рисунок 3. Индукционный датчик скорости
В датчике имеются два самостоятельных магнитопровода.
Они разделены пластмассовыми кольцами 6. Между втулками 12 и сердечником 2
образуется кольцевой зазор, в котором двигается индукционная катушка. При
пересечении магнитных силовых линий витками обмотки этой катушки, в них
возникает электродвижущая сила, пропорциональная скорости движения.
Катушка
7 может перемещаться при помощи соединенной магнитной трубкой 10. Через эту
трубку сделаны выводы проводов от индукционной катушки. Все детали датчика
монтируются в эбонитовой трубке 1 и крепятся с торцов гайками. Через правую
гайку проходит трубка 10 с наконечником для соединения с подвижным узлом,
скорость которого измеряется. Тарировка датчика производилась на фрезерном
станке, движение стола которого имеет стабильную фиксированную скорость.
Разработанный
индукционный датчик скорости для измерения переменной скорости при проведении
динамических исследований прост по своей конструкции, не требует усилительной
аппаратуры и обладает достаточной чувствительностью.
Для
измерения давления на различных участках пневматической системы использованы
манометрические датчики. Работа таких датчиков основана на свойстве
металлического проводника изменять активное сопротивление при деформации.
Используемый
проволочный датчик изготовлен из константана диаметром около 0,02мм и имеет
сопротивление около 200 Ом, ширина его 5мм, база – 20мм.
Изменяя
количество грузиков, каждый массой в 1 кг, и зная площадь плунжера, равную 1 см2
, можно тарировать датчик давления по отклонению световой метки на экране
осциллографа.
На
рисунке 4 представлен график стабилизации давления в рабочей полости
пневмоцилиндра верхнего диска под действием обратной связи.
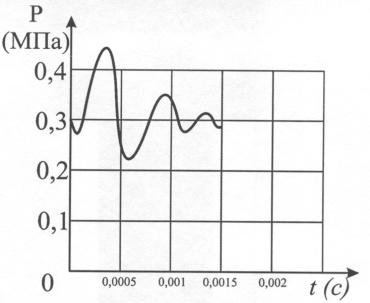
Рисунок 4. График стабилизации давления в рабочей полости пневмоцилиндра при изменении нагрузки
Таким образом, экспериментальные
исследования показали, что отклонение
давления от заданного значения составило в пределах 1-2%. Длительность
переходного процесса составило 0,002с и при этом автоматическая система
стабилизации работала устойчиво при изменении нагрузки 1500-4500 Н.
Литература
1.
Еренчинов Д.К., Зимин
В.В. Полуавтомат для обкатывания пробок шаровых кранов. Бишкек. Известия КГТУ,
№13, 2008 с.53-55.