УДК 674.05 Повышение производительности за
счет снижения требований к
функциональным возможностям оператора
путем упрощения алгоритма наладочных операций.
Қадыркулова Г.А., магистрант
МТДО-13(2), МОК КазГАСА, г. Алматы
Шалтабаева С.Т., ассоц.проф. ФСТИМ, МОК КазГАСА, г. Алматы
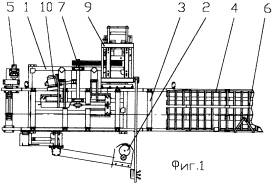
Исследование относится к круглопильным станкам для продольной распиловки. Круглопильный
станок для продольной распиловки содержит станину, снабженную вальцовым
механизмом, подвижную платформу с цепным приводом и прижимом, привод пилы,
регулируемое направляющее устройство. Механизм адаптации представляет собой
трехопорную пространственно ориентируемую платформу, расположенную между
станиной и направляющим устройством, а прижим выполнен в виде объемной скобы,
обеспечивающей фиксацию заготовки на подвижной платформе. Изобретение
способствует повышению производительности, а также улучшению работы
обслуживающего персонала.
Недостатками известного круглопильного станка являются: - повышенные
требования к функциональным возможностям оператора в связи необходимостью
управления станком во время пиления; - сложная переналадка, требующая установки
дополнительных деталей со специальной подгонкой, применения домкрата; - малые
допускаемые размеры заготовок; - отсутствие привода платформы; - необходимость
демонтажа пилы для заточки зубьев.
Задачей настоящего изобретения является повышение производительности за
счет снижения требований к функциональным возможностям оператора путем
упрощения алгоритма наладочных операций.
Поставленная задача достигается тем, что круглопильный станок для продольной
распиловки, содержащий станину с приводом пилы, подвижную платформу с
прижимами, связанную со станиной посредством роликов, имеющий регулируемое
направляющее устройство, связанное со станиной крепежными элементами, снабжен
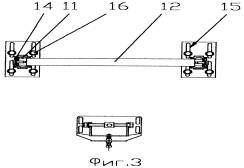
механизмом адаптации, представляющим собой трехопорную площадку, расположенную
между станиной и регулируемым направляющим устройством, две опоры которого
имеют возможность продольного перемещения и содержат сферические подшипники,
связанные между собой стержнем с гайками, а третья опора выполнена в виде
передачи "винт-гайка", гайка которой жестко связана с перпендикулярно
расположенным винтом регулировки наклона, обеспечивает пространственную
настройку ориентации регулируемого направляющего устройства наиболее простым
путем регулировок и фиксации взаимного положения составных частей опор.
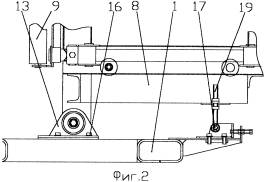
Кроме того, станок снабжен собственным заточным станком, обеспечивающим
заточку пилы без ее демонтажа, а прижим выполнен съемным в виде скобы с
заостренным зубом.
Сопоставительный
анализ с прототипом позволяет сделать вывод, что заявляемый круглопильный
станок для продольной распиловки отличается тем, что регулируемое направляющее
устройство установлено на площадке механизма адаптации, а не на станине, как в
прототипе, причем механизм адаптации, имеющий две подвижных в перпендикулярном
к плоскости реза направлении опоры, снабженных сферическими подшипниками,
связанных друг с другом стержнем с фиксирующими гайками, а третья опора,
расположенная по оси симметрии регулируемого направляющего элемента, выполнена
в виде передачи "винт-гайка", причем гайка жестко связана с
перпендикулярно расположенным относительно оси передачи винтом, в отличие от
прототипа, а прижим выполнен в виде съемной скобы с заостренным зубом,
устанавливаемой на специальный элемент подвижной платформы, а в прототипе
прижим выполнен в виде винтовой струбцины.
Собственный
заточной станок, установленный на станине, отсутствует в прототипе. Таким
образом, заявляемое техническое решение соответствует категории
"новизна".
Анализ известных технических решений в исследуемой области и в смежных
областях показывает, что плоские настроечные механизмы регулировки направляющих
устройств повышают подготовительно-заключительное время технологического цикла
при изменении формата распиловки, увеличивают энергозатраты, заявляемый же
круглопильный станок позволяет увеличить точность настройки, сократив
необходимое для этого время, повысив тем самым производительность. Установка
прижима на подвижной платформе требует от оператора повышенного внимания и навыков
и затрудняет переналадку с одного вида работы на другой, в заявляемом же
решении прижим, выполненный в виде съемной скобы, применяется лишь при
обработке базовой поверхности бревна, т.е. при первом пропиле.
Направляющий элемент устройства для механической обработки заготовки
состоит из трех различно ориентированных относительно заготовки роликовых
групп, регулировка направления плоскости реза осуществляется изменением
положения обрабатывающего средства. В заявляемом же станке первоначальная
обработка базовой поверхности осуществляется после закрепления заготовки с
помощью съемной скобы без дополнительных регулировок. Следовательно, можно
сделать вывод об отсутствии в известных технических решениях признаков, сходных
с существенными отличительными признаками в заявляемом круглопильном станке для
продольной распиловки, и признать заявляемое решение соответствующим критерию
"существенные отличия".
Формула изобретения
1.Круглопильный
станок для продольной распиловки, содержащий станину с механизмом привода пилы,
подвижную платформу с прижимом, установленную на станину посредством роликов,
регулируемое направляющее устройство, связанное со станиной крепежными
элементами, отличающейся тем, что между станиной и регулируемым направляющим
устройством установлен механизм адаптации, представляющий собой трехопорную
площадку, две опоры которой имеют возможность продольного перемещения и
содержат сферические подшипники, связанные между собой стержнем с гайками, а
третья опора выполнена в виде передачи винт - гайка, гайка которой жестко
связана с перпендикулярно расположенным винтом регулировки наклона.
2.
Круглопильный станок по п.1, отличающийся тем, что один из прижимов выполнен в
виде съемной скобы с заостренным зубом.
3.
Круглопильный станок по пп. 1 и 2, отличающийся тем, что станок снабжен
собственным заточным станком.
Список использованной
литературы:
1. Руководящие технические материалы по определению режимов пиления древесины
круглыми пилами. / Ю.М. Стахиев и др. -Архангельск: ЦНИИМОД, 1988. 74 с.
2. Рыбалко, B.C. Износ и затупление инструмента при фрезеровании древесины. В
кн. «Новое в технике эксплуатации дереворежущего инструмента» Текст. / B.C.
Рыбалко. — М.-Л., Гослесбумиздат, 1956.
3. Рыкалин, H.H. Лазерная обработка материалов Текст. / H.H. Рыкалин,
A.A. Углов, А.Н. Кокора. М.: Машиностроение, 1975. — 296 с.
4. Самсонов, Г.В. Электроискровое легирование металлических поверхностей
Текст. / Г.В. Самсонов, А.Д. Верхотуров. Киев: Наукова Думка, 1976. - 219
с.
5. Санев, В.И. Износостойкость зубьев
круглых пил, оснащенных твердыми сплавами Текст. / В.И. Санев // Станки и
инструменты деревообрабатывающих производств: Межвуз. сб. науч. тр. /ЛТА. Л.,
1988.-с. 33-36.
6. Санев, В.И. Обработка древесины
круглыми пилами Текст. / В.И. Санев. М.: Лесн. промышленность, 1980. - 232 с.
7. Смирнов, A.A. Исследование процесса
резания круглыми пилами при поперечном пилении Текст. / A.A. Смирнов
// Труды