1Zharkevich O.M., 1Zhetessova G.S, 1Pleshakova
E.A., 2Utepova G
1Karaganda State Technical University
2Karaganda State Industrial University
Pseudo
alloyed coatings and their properties
Materials with pseudo
alloyed structure are a special kind of composite coatings. They consist of
materials which do not form solid solutions and compounds in liquid and solid
state, i.e. they are different melting temperature and not alloyed together. Coatings
combine the properties of each component due to the absence of any interaction
of these materials to a great range of concentrations and temperatures. During
application each of the particles are retained in the applied metal layer alone
(Figure 1), although they were metallization in a molten state.
Figure
1 - The microstructure of the pseudo alloyed coating system Cu-Cr
Such coatings are called pseudo alloyed coatings. They are characterized by a number of
important properties. This combination of high melting and evaporation
with mechanical strength, hardness, damping capacity, high wear resistance (low
friction coefficient), the ability to self-lubricating conditions in dry
friction. Pseudo alloyed coatings have high electrical and thermal
conductivity. Required properties pseudo alloyed coatings obtained by changing the ratio of the
components. The same processes of manufacture: liquid phase, solid phase
sintering, and impregnation properties substantially influence on pseudo alloyed coatings.
Coatings with pseudo alloyed structure can be prepared by methods spark
alloying, ion-plasma magnetron sputtering and thermal gas (plasma, flame,
electric metallization).
A method of arc spraying is
most prevalent during the application pseudo alloyed coatings, because offering high performance and
manufacturability. Layer thickness may vary from 50 ... 100 microns to 3 ... 6
mm or more. The coating composition is adjusted by changing
the wire diameter and feed rates (Figure 2).
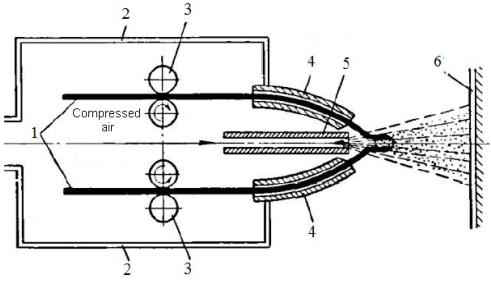
1 – wire from
sprayed metal; 2 - wires; 3 - mechanism for the wire; 4 - tips for wire; 5 - air
nozzle; 6 - be plated detail
Figure
2 - Scheme of the spray head
Specific
structure pseudo alloyed coating gives it high friction properties. Characteristic
features of pseudo alloyed coating are heterogeneity and microporosity. The
heterogeneity of the structure, the presence on surface roughness layer and
pores (8 ... 12 vol. %) provide favorable conditions for preservation in the
process of friction oil film even after lubrication. The mechanical
properties of the coating pseudo alloyed connected with its structure. They
depend on the process parameters, which change the shape and the number of
occurrence oxide, particle size and shape. Thus, an increase of air
pressure in arc spraying enables to obtain finer layer structure but causes
substantial oxidation of the sprayed coating material. Spraying distance also
has a great influence on the physical and mechanical properties of the
coatings. At increase distance of 25 to 300 mm oxidation sprayed particles is
increased and the amount of oxides in the layer increases from 10 to 40%.
Moreover, sprayed particles reach the surface and therefore more cooled reduced
coating strength characteristics.
Physical and
mechanical properties pseudo alloyed coating can be improved by heat treatment,
which is subjected to pseudo alloyed coating consisting completely of
refractory metals or containing a predominant amount, as well as coating of the
color pseudo alloys. Heat treatment may be subjected to the forest complex constructions that
work with alternating loads, i.e. under stress in compression and tension. For
such details are recommended thermal pretreatment and subsequent
high-temperature tempering, i.e. sorbitizing.
Pseudo alloyed
coatings not exclude preliminary thermochemical treatment. Such as cementation,
i.e. the saturation of the carbon steel surface and subsequent spraying. Such
pre-heat treatment should be carried out for low-carbon steels, which are used
to manufacture heavy duty details, that is, experiencing alternating loads.
Pseudo alloyed
coatings produced by the method of electric arc spraying, used as anti-friction
material in friction slip have several advantages. Pseudo alloyed antifriction
coatings well and quickly burnished and show less tendency to pilling compared
to other anti-friction coatings. Using Cu-Pb as an antifriction coating material on the
internal working surfaces of steel bushings is effective. Cu-Al
coating with a mass concentration of copper 20% is recommended for sliding
bearings operating in knots of metal-cutting equipment and handling devices.
Pseudo alloyed
coating steel-Al is sprayed to improve the wear resistance of the pistons on
their way to the surface of the arc. To improve the quality of the coating
prior to application of pseudo alloyed layer is sprayed sub layer of aluminum,
which is easily deformed under the influence of shrinkage stresses encountered
in applying to it the pseudo-aluminum. This prevents the formation of cracks
and enhances adhesion of the coating to the substrate.
The above data
indicate the effective use of metalized pseudo alloyed coatings as
anti-friction, wear-resistant corrosion-resistant materials.
Anti-friction pseudo
alloyed coating is used in the manufacture of sliding bearings instead of
bronze and babbitt to improve the working capacity of products in terms of
abrasion as during the initial hardening.
References
1.
Andreev A.V. Foundations of physical
chemistry and technology of composites. - M .: Radio, 2001. - 192 p.
2.
Shahparast F., Davies В. L. A study
of the potential of sintered iron-lead-tin alloys as bearing materials // Wear.
— 1978, — № 1, — P. 145 - 153.
3.
Timokhova O.M., Scholl N.R. Study of
nanomaterials in surface hardening machine parts. // Magazine "Systems. Methods.
Technology ".
- 2012, - № 4 (16), - P. 120 - 123.
4.
Dokukina
I. A., Bobrov G. V., Barvinok A. V. Investigation of wear resistance of
composite thermal coatings. // The problem of mechanical
engineering and automation. - 1996, - № 1-2. - Р. 91 - 93.
5.
Vansovskaya K.M. Metal coatings deposited by
chemical means. - M: Mechanical Engineering, 1985. - 246 p.