д.т.н.
Скобло Т.С., Клочко О.Ю.,
Попов С.М.*, Погорелов В.Я.*, Соколов Р.Г.*
Харьковский национальный технический университет
сельского хозяйства имени Петра Василенко, Украина
* Лутугинский государственный научно-производственный
валковый комбинат, Украина
РАЗРАБОТКА ПАРАМЕТРОВ
ОПТИМАЛЬНОЙ ТЕРМООБРАБОТКИ
В ВЫСОКОХРОМИСТЫХ КОМПЛЕКСНОЛЕГИРОВАННЫХ
ЧУГУНАХ МАССИВНЫХ
ДВУХСЛОЙНЫХ ПРОКАТНЫХ ВАЛКОВ
Термообработка - важный
этап технологии изготовления прокатных валков с рабочим слоем из высокохромистого
чугуна. В технологическом цикле термообработку используют в качестве
окончательной операции для придания отливке требуемых свойств.
Поскольку массивные двухслойные
комплекснолегированные валки из высокохромистого чугуна обладают пониженной
теплопроводностью по сравнению с низколегированными [1], поэтому отжиг для снятия
литейных остаточных напряжений (I рода) следует проводить
с учетом этого фактора. Нагрев должен осуществляться с применением продолжительной
выдержки, особенно для крупных валков с высокой твердостью. Продолжительность
выдержки должна обеспечивать равномерный прогрев и выравнивание температуры.
При горячей прокатке
валки работают в режиме термоциклических нагрузок. Это вызовет превращение
остаточного аустенита, с изменением линейных размеров структурных составляющих,
что приводит к формированию трещин на рабочей поверхности валка. Следовательно,
для обеспечения стабильности свойств при эксплуатации необходимо минимизировать
долю остаточного аустенита. Его наиболее полный распад на дисперсную ферритокарбидную
смесь будет способствовать изменению твердости, формированию однородной
структуры и уменьшению склонности к трещинообразованию, что повысит износостойкость
валков [2].
Поэтому представляется
важным изучить вопросы, связанные с разработкой параметров оптимальной
термообработки для уменьшения доли остаточного аустенита в высокохромистых
комплекснолегированных чугунах массивных двухслойных прокатных валков.
Технология
высокотемпературной обработки не может быть применена для массивных двухслойных
отливок прокатных валков с разнородным материалом.
Поэтому для выбора
оптимальных параметров термообработки в этой работе исследовали различные
режимы с одним циклом термической обработки: низкотемпературные (200-5500С) и с нагревом до
повышенных температур (600-7500С).
Исследования проводили
на партии двухслойных высокохромистых чугунных прокатных валков (8 шт.) исполнения ЛПХ17Ндц одного
типоразмера (Ø910мм, длина 2000мм), имеющих близкий химический состав,
мас.%: 2,62-2,97 С, 0,91-1,07 Si, 0,80-0,86 Mn, 0,052-0,092 P,
0,018-0,034 S, 15,9-17,1 Cr, 1,32-1,51 Ni, 1,15-1,24 Mo,
0,21-0,38 Cu, 0,20-0,37 V, 0,03-0,035 Mg. Валки подбирали с
близкими параметрами литья.
Было изучено
влияние различных режимов термообработки на величины остаточных напряжений,
уровень однородности структуры и твердость рабочего слоя двухслойных высокохромистых
прокатных валков.
Уровень
напряженно-деформированного состояния в сплаве оценивали по уровню коэрцитивной
силы (Hc). Однородность рабочего слоя оценивали на основе уровня
коэрцитивной силы по измерениям вдоль и образующей валка с помощью смещенной
оценки стандартного отклонения (Sd). На поверхности каждого валка измеряли значения твердости
переносным прибором Шора и уровень коэрцитивной силы коэрцитиметром
КРМ-Ц по разработанной методике [3].
При этом среднее
значение твердости рабочего слоя в литом состоянии составляла 72-76 HSD,
уровня коэрцитивной силы – 43-49А/см.
Для исключения влияния
наследственных свойств было исследовано 8 режимов термической обработки,
отличающихся температурой нагрева и продолжительностью выдержки непосредственно
на исследуемых валках (табл. 1). Для максимального снятия литейных напряжений,
нагрев производили с дополнительными остановками (ступенями) для выравнивания
температуры по всему объему валка. Такие остановки производили при 200°С (интервал
магнитного превращения цементита), а также - 400°С. Время выдержки на каждом
этапе обработки определяли размером изделия: ![]() , где R-радиус валка. Охлаждение
проводили вместе с печью.
, где R-радиус валка. Охлаждение
проводили вместе с печью.
Таблица 1
|
Условный номер валка |
Условный номер режима |
Вид обработки |
Температура обработки,
ºС |
|
1 |
11 |
С
нагревом до повышенных температур |
750 |
|
2 |
12 |
700 |
|
|
3 |
13 |
600 |
|
|
4 |
14 |
Низкотемпературная |
550 |
|
5 |
15 |
500 |
|
|
6 |
16 |
475 |
|
|
7 |
17 |
450 |
|
|
8 |
18 |
200 |
Для исследования влияния
термообработки с нагревом до повышенных температур провели три вида обработки,
данные по которым представлены в табл.1. Термообработке данного вида подвергали
валки с условными номерами 1, 2, 3.
Результаты измерений
физико-механических свойств исследованных валков приведены на рис.1,2.
Рис.1. Изменение значений твердости вдоль
рабочей поверхности валков после термообработки с нагревом до повышенных
температур (600-7500С)
При проведении
термообработки по 11 режиму (см.табл.1) наблюдалось резкое снижение твердости
по сравнению с литым состоянием (~на 36%) и уровня коэрцитивной силы (~ на
65%), см.рис.1 и 2. Однородность рабочего слоя при этом режиме, по сравнению с
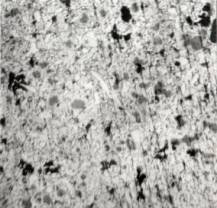
остальными повышается (см. рис. 6). На основании металлографического анализа
установлено, что после такой обработки в поле шлифа значительно увеличивается
количество сильно травящихся областей, что свидетельствует об интенсификации
процесса распада остаточного аустенита.
После 12 режима
термической обработки (см. табл.1) смещенная оценка стандартного отклонения
уровня коэрцитивной силы 0,86 А/см (см.рис. 6). Таким образом,
однородность рабочего слоя после 12 режима термообработки в 1,4 раза меньше,
чем у после 11. Очевидно, что такой режим обработки не реализует снятие
напряжений ІІ рода (фазовых) в чугуне рабочего слоя валка.
Рис.2. Изменение значений уровня коэрцитивной
силы вдоль рабочей поверхности валка после термообработки с нагревом до
повышенных температур (600-7500С)
 а)
а)  б)
б)
Рис. 3. Микроструктура
рабочего слоя высокохромистого валка №1 на глубине 5 мм: а) литое состояние;
б) после термообработки; ×100
В результате 13 режима
термической обработки твердость понизилась на 6,5% и составила 63-68 HSD,
ухудшилась однородность по уровню коэрцитивной силы по сравнению с 11 режимом –
~ в 2 раза и составила 1,27 А/см (см.рис. 6).
Установлено, что
термообработка c нагревом до повышенных температур в интервале 600-7500С не обеспечивает полного
распада остаточного аустенита. Также можно ожидать, что процессы
графитизации в сердцевине прокатных валков исполнения ЛПХ17Нд будут
существенными при длительных выдержках при повышенных температурах. Кроме того,
есть значительная опасность деформации треф при обработке в таком интервале
температур. Поэтому режимы термообработки с нагревом до повышенных температур (600-7500С) не рекомендуется
использовать для двухслойных массивных высокохромистых прокатных валков.
Для исследования влияния
низкотемпературных режимов обработки использовали пять режимов (200-5500С), которые выполняли
в виде одноступенчатого нагрева с различными выдержками и последующим
охлаждением (см. табл.1). Результаты измерений физико-механических свойств
исследованных валков приведены на рис.4,5.
В результате 14 режима
термообработки (см.табл. 1) твердость понизилась на 4-11,0% (рис.4) и составила
для исследуемых чугунов-68,5-71 HSD. Уровень коэрцитивной силы понизился
на 17-26% (рис.5) и составил в среднем 31-40,1А/см, а степень однородности
сплава после этого вида термообработки такая же, как после 13 режима (рис.6).
Рис.4. Изменение значений
твердости вдоль рабочей поверхности валков после различных режимов низкотемпературной
термообработки
Рис.5. Изменение
значений уровня коэрцитивной силы вдоль рабочей поверхности валков после различных
режимов низкотемпературной обработки
Пятнадцатый режим
термической обработки уменьшил твердость по сравнению с литым состоянием не
более 3% – 67,8-68,4 HSD. При этом – средний уровень Hc составил
39,9-44,4А/см (уменьшился ~ на 5%). Степень однородности в сплаве увеличилась в
сравнении с 14 режимом, однако в 1,8раз меньше, чем после 11 режима
термообработки.
После 16 режима
термической обработки твердость снизилась незначительно, на 3-7%, и составила
69-71HSD. Средний уровень Hc составил 38,6-47,9 А/см
что на 1-8% ниже, чем для литого состояния. Минимальное снижение уровня
коэрцитивной силы отмечено для валков, имеющих в исходном состоянии более
низкий её уровень, что объясняется пониженными напряжениями. Степень
однородности в сплаве увеличилась и практически соответствует уровню 11 режима.
Семнадцатый режим
термической обработки, показал разброс в значениях твердости вдоль поверхности
валка, до 8HSD, при средних значениях 68HSD и уровне коэрцитивной
силы, до 7,5А/см. Степень однородности рабочего слоя меньше, чем после 11 и 16
режимов в 1,8-2,4 раза.
Восемнадцатый режим
термообработки проводили при 200ºС. При такой температуре нагрева уже
начинает происходить процесс распада остаточного аустенита (твердость понижается
на 6%, по сравнению с литым состоянием и составляет в среднем 69-70HSD).
Однако этот температурный режим недостаточен для уменьшения напряженного
состояния в рассматриваемых высокохромистых чугунах (степень однородности вдоль
поверхности валка практически не изменилась по сравнению с литым состоянием см.
рис.6), уровень коэрцитивной силы уменьшается на 4-7% по сравнению с литым
состоянием и составляет в среднем 39-46,4А/см.
Рис. 6. Однородность распределения Нс
в рабочем слое исследуемых высокохромистых валков после различных видов
термообработки, оцененная по стандартному отклонению уровня коэрцитивной силы.
Согласно проведенным
металлографическим исследованиям установлено, что при проведении низкотемпературных
режимов термообработки сохраняется значительная неоднородность матричной фазы.
Наибольший уровень распада остаточного аустенита дает термообработка по 14
режиму (увеличение количества темнотравящейся ферритокарбидной структуры в поле
зрения шлифа), а также и самую высокую степень однородности физических свойств
вдоль рабочей поверхности валка.
Выводы. В результате проведенных исследований установлено, что при
всех рассмотренных режимах термообработки, как при нагреве до повышенных температур,
так и при низкотемпературных обработках, сохраняется в большей или меньшей мере
неоднородность твердости и уровня коэрцитивной силы вдоль рабочей поверхности
валка. На основании этого следует сделать вывод, во-первых, о неполноте процесса
распада остаточного аустенита, а, следовательно, о сохранении сильной
неоднородности матричной фазы, что может способствовать трещинообразованию при
эксплуатации валков. Во-вторых, все эти виды термообработок не в достаточной
мере реализуют снятие напряжений І рода при охлаждении высокохромистого чугуна,
что приведет к возникновению трещин в
рабочем слое при эксплуатации. В-третьих, эти неоднородности физико-механических
свойств могут быть связаны с недостаточной выдержкой и неравномерностью при
нагреве в печи.
Литература:
1.
Скобло Т.С., Воронцов Н.М., Рудюк С.И.,
Будагьянц Н.А., Воронина В.А. Прокатные валки из высокоуглеродистых сплавов. - М.: Металлургия,
1994, с. 168.
2.
Скобло
Т.С., Власовец В.М., Клочко О.Ю. Влияние термической обработки на распад остаточного
аустенита в высокохромистых чугунах // Materiály VI
Mezinárodní vědecko-prakticá konference “DNY
VĚDY-2010”. Díl 24. Techniké
vědy. – Praha: Publishing House “Education and Science” s.r.o., 2010. – С.86-91.
3.
Скобло
Т.С., Клочко О.Ю. та інш. Метод контролю якості
металовиробів, заснований на вимірі коерцитивної сили. // Зб. наукових праць:
Якість технологій та освіти: УІПА, вип.1. - Харків. - 2011. – С.9-15.