Технические
науки/3.Отраслевое машиностроение.
Д.т.н. Ковтунов А.И., магистрант Ерофеев Я.В.,
магистрант Плахотный Д.И.
Тольяттинский государственный университет, Россия
Технология формирования покрытий
системы никель-алюминий
Алюминиды никеля
отличаются высокой жаростойкостью при сравнительно небольших значениях
плотности. Основным фактором,
затрудняющим применение алюминидов никеля и сплавов на их основе низкая
прочность и пластичность, особенно при комнатной температуре [1]. Однако интерметаллидные сплавы системы
никель-алюминий могут успешно применяться для формирования поверхностных слоев
деталей, от которых требуются повышенные эксплуатационные свойства [2].
Для формирования жаростойких покрытий системы никель-алюминий на
поверхности стальных изделий было предложено последовательно наносить слой
никеля и алюминия, а затем диффузионным отжигом получать покрытие необходимого
химического состава[2].
Исследования процессов
формирования покрытий системы никель-алюминий проводили на стальных пластинах
50х25 мм толщиной 1 мм. Пластины предварительно гальванически никелировали, а
затем формировали слой алюминия жидкофазным способом. Толщина никелевого слоя
перед алюминированием составляла 20-25мкм.
Жидкофазное алюминирование проводили погружением никелированных образцов
на 3-4с в расплав алюминия А7 при
температурах 700 – 800° С c предварительной
активацией поверхности образцов флюсом на основе эвтектической системы KF-AlF3 [2,3]. На
поверхности никелированных образцов формируется алюминиевое покрытие, толщина
которого в зависимости от температуры составляет 15-35мкм (рис1.).

Рисунок 1 –
Внешний вид стальных образцов после никелирования и алюминирования
На границе никелевого
алюминиевого слоя при алюминировании в результате реакционной диффузии формируется
переходный интерметаллидный слой (рис.2 а). Толщина переходного слоя
увеличивается при повышении температуры алюминиевого расплава. Переходный слой
представлен двумя фазовыми областями. Со стороны алюминия формируется фаза NiAl3, а со
стороны никелевого слоя – Ni2Al3.
а)

б)
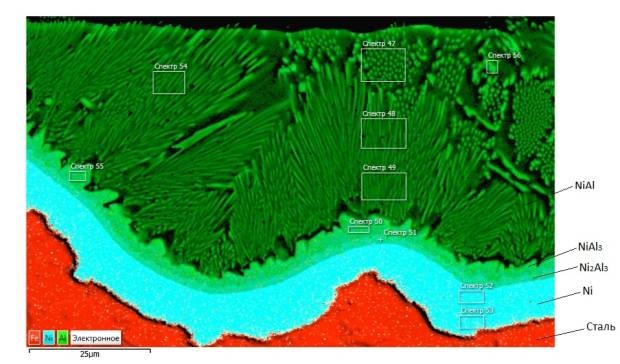
Рисунок 2 – Карта
распределения алюминия, никеля и железа на поверхности никелированных стальных
образцах после алюминирования при
температуре расплава А7 a) 700° С; б) a) 800°С
Микрорентгеноспектральный
анализ покрытий показал, что при жидкофазном алюминировании никелевое покрытие растворяется в алюминиевом расплаве
и для формирования на стали покрытий на основе алюминидов никеля наблюдается дефицит никеля. Особенно заметно растворение никелевого слоя
при температурах алюминиевого расплава выше 750° С (рис.2б).
С целью снижения скорости растворения
никелевого слоя в алюминиевом расплаве
было предложено насыщать алюминиевый расплав никелем перед
алюминированием. Проведенные
исследования алюминирования в расплаве алюминия с 10 и 20% содержанием никеля,
показали что скорость растворения никеля значительное снижается (рис 3). Толщина
никелевого слоя значительно не изменяется при алюминировании. Толщина
переходного слоя между алюминием и никелем увеличивается в 1,5-2,5 раза и составляет
10-20мкм. Особенно заметно увеличивается толщина слоя интерметаллидной
фазы Ni2Al3 (рис.3).
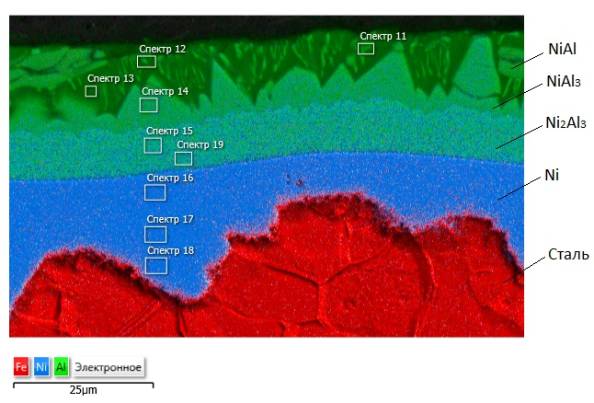
Рисунок 3 Карта
распределения алюминия, никеля и железа на поверхности никелированных стальных
образцах после алюминирования в
расплаве Al+20% Ni при температуре расплава 800°С
Диффузионный отжиг стальных образцов с
последовательно нанесенными слоями никеля и алюминия, проводимый с целью формирования покрытия на основе
алюминидов никеля, показал что, управляя температурой и временем можно получать
на стали различные по фазовому составу интерметаллидные покрытия на основе
системы алюминий-никель. Для
предотвращения стекания алюминия с образцов температура отжига при проведении
экспериментальных исследований составляла 600-750° С.
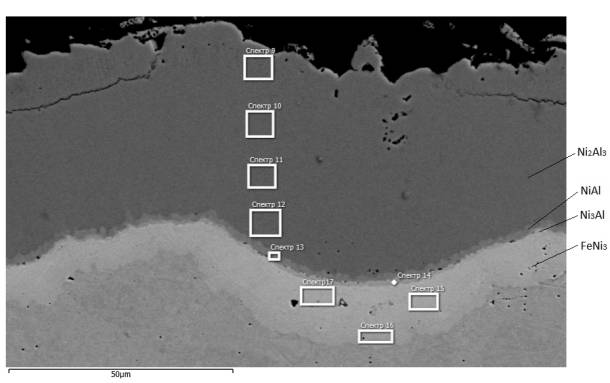
При диффузионном отжиге на
поверхности стальных образцов формируется многослойное интерметаллидное
покрытие (рис.3). Покрытие состоит из
последовательно расположенных слоев интерметаллидов: Ni2Al3, NiAl, Ni3Al, FeNi3. Толщина интерметаллидного слоя составляла 30-60мкм.
Наиболее протяженная область интерметаллида Ni2Al3. Все слоя на основе алюминидов никеля легированы
железом в пределах 3%. Слой на основе FeNi3
практически не содержит алюминия.
|
Название спектра |
Al |
Fe |
Ni |
Сумма |
|
Спектр 9 |
40.80 |
1.11 |
58.10 |
100.00 |
|
Спектр 10 |
40.37 |
1.28 |
58.35 |
100.00 |
|
Спектр 11 |
40.31 |
1.27 |
58.42 |
100.00 |
|
Спектр 12 |
39.71 |
1.66 |
58.63 |
100.00 |
|
Спектр 13 |
32.61 |
2.20 |
65.19 |
100.00 |
|
Спектр 14 |
13.48 |
3.06 |
83.46 |
100.00 |
|
Спектр 16 |
|
59.06 |
40.94 |
100.00 |
|
Спектр 15 |
|
21.42 |
78.58 |
100.00 |
|
Спектр17 |
|
19.34 |
80.66 |
100.00 |
Рисунок 3–
Микроструктура и химический состав покрытия образца после диффузионного отжига
при температуре Tотж = 750о С; tотж = 5ч.
Исследование жаростойкости при температуре 750о С стальных образцов с покрытием, полученными
по предложенной технологии, показало,
что потеря массы образов составляла не более 1% от веса образцов при выдержке в течение 500ч.
Выводы
1. Для формирования жаростойких покрытий на
сталях было предложено предварительно получать многослойное никель-алюминиевое
покрытие, а затем в процессе диффузионного отжига формировать интерметаллидное
покрытие.
2. С целью снижения
скорости растворения никелевого покрытия при алюминировании предложено
предварительно легировать алюминиевый расплав никелем.
3. Проведенные
исследования показали, что диффузионный отжиг стальных образцов с
последовательно нанесенными слоями никеля и алюминия обеспечивает формирование интерметаллидного покрытия, состоящего из последовательно
расположенных фаз Ni2Al3, NiAl, Ni3Al, Fe Ni3, которые
обеспечивают высокие показатели жаростойкости
покрытия.
Литература:
1. Колачев, Б.А. Металловедение и
термическая обработка цветных металлов и сплавов / Б.А. Колачев, В.И. Елагин,
В.А. Ливанов. – М. : МИСИС, 1999. – 416 с.
2. Ковтунов А.И,
Чермашенцева Т.В., Мямин С.В.
Исследование процессов жидкофазного формирования покрытий на основе алюминидов
никеля/ А.И.Ковтунов, Т.В. Чермашенцева, С.В. Мямин, //Упрочняющие технологии и
покрытия. №4, 2013. С.24-28.
3. Ковтунов А.И, Мямин С.В., Чермашенцева
Т.В. Исследование процессов смачивания стали алюминием при производстве
слоистых композитов/ А.И.Ковтунов, С.В. Мямин, Т.В. Чермашенцева// Сварочное
производство. №3, 2011. С.8-11.