Технические
науки/4. Транспорт
К.т.н. Гнатов А.В., Барбашова
М.В., Шиндерук С.А.
Харьковский национальный
автомобильно-дорожный университет, Украина
Анализ
процессов в инструменте магнитно-импульсной рихтовки кузовных панелей с листовым
алюминием
Постановка
проблемы. В принципиальной схеме
оборудования для магнитно-импульсной рихтовки так же, как и в любой системе для
магнитно-импульсной обработки металлов, по функциональным признакам можно
выделить два основных блока. Это источник энергии и индукторная система.
Первый блок – источник энергии – функционально
предназначен для накопления электрической энергии и выделения её в индукторную систему. Второй блок – индукторная
система – состоит из индуктора – генератора магнитного поля и обрабатываемого
листового металла, с поверхности которого удаляется вмятина. Следует отметить,
что особенность магнитно-импульсного метода, обеспечивающего силовое
воздействие, состоит в том, что действенность индуктора-инструмента необходимо
рассматривать только в совокупности с обрабатываемым объектом. Этот факт
обусловлен физикой процессов, заложенных в принцип действия метода [1].
Индукторная система представляет собой
инструмент магнитно-импульсного метода, функциональное назначение которого состоит в
выполнении определённого производственного
задания. Поэтому, анализ процессов протекающих в конкретном инструменте
представляется весьма интересной и актуальной задачей [2].
Анализ основных достижений и публикаций. Во многих работах рассматривались вопросы, связанные с
анализом электродинамических процессов протекающих в инструментах
магнитно-импульсных методов обработки металлов [1–4]. Но остается нераскрытым
большая часть аспектов данных вопросов, например, характер протекания
индуцированных токов в инструментах при изменении электропроводности и
магнитной проницаемости листовых металлов. Т.к. от параметров и значений
индуцированных токов зависят возбуждаемые усилия, то знание этого вопроса
раскрывает возможности для создания эффективных инструментов внешней
магнитно-импульсной рихтовки.
Цель
настоящего рассмотрения – анализ
процессов возбуждения индуцированных токов в индукционной индукторной системе с
листовым алюминием – инструменте магнитно-импульсного метода рихтовки.
Возбуждение
индуцированных токов
Для анализа электромагнитных процессов примем
расчётную модель в цилиндрической системе координат, представленную на рис. 1.

а) б)
Рис. 1. Симметричная индукционная индукторная система:
а) расчетная модель в цилиндрической системе координат; б) физическая модель
Не останавливаясь на
математических операция по решению уравнений Максвелла, составленных (в
соответствии с расчетной моделью, рис. 1,а) для возбуждаемых
составляющих вектора электромагнитного поля (Еφ ≠ 0, Нr,z ≠ 0,), запишем в
окончательном виде линейную плотность
токов, индуцированных в экране и заготовке индукционной индукторной системы:
 ,
,
где  ;
;
 ;
;

 ;
;
 ;
;
![]() ,
,
![]() характерное время диффузии поля в металл листовой заготовки с удельной электропроводностью
характерное время диффузии поля в металл листовой заготовки с удельной электропроводностью ![]() и магнитной
проницаемостью –
и магнитной
проницаемостью – ![]() .
.
Вычисления проведем для реальных в
практике магнитно-импульсной рихтовки параметров инструмента: ![]() м,
м, ![]() м,
м, ![]() м; экран и обрабатываемый объект:
м; экран и обрабатываемый объект: ![]() м, металл – образцы из алюминия (
м, металл – образцы из алюминия (![]() 1 ⁄ (Ом·м) )
1 ⁄ (Ом·м) )
Плотность тока в индукторе описывается
типичной для магнитно-импульсной обработки металлов временной зависимостью –
экспоненциально затухающей синусоидой: ![]() , где
, где ![]() декремент затухания,
декремент затухания, ![]() круговая или циклическая частота,
круговая или циклическая частота, ![]() рабочая частота сигнала.
рабочая частота сигнала.
Графические иллюстрации расчётных
зависимостей от безразмерных фазы – j = w× t и радиальной
координаты – r/R2 представлены
ниже, рис. 2 – 3.
а)
б)
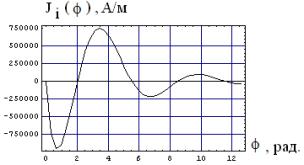
Рис. 2. Линейная плотность индуцированного тока в
алюминии
при частоте ![]() кГц, а) фазовая зависимость в контуре радиуса
кГц, а) фазовая зависимость в контуре радиуса ![]() ;
;
б) радиальное распределение для временного максимума

а) б)
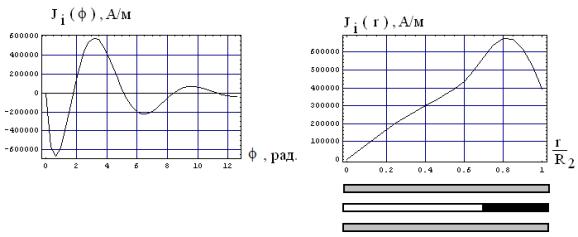
Рис. 3. Линейная плотность индуцированного тока в
алюминии
при частоте ![]() кГц; а) фазовая зависимость в контуре радиуса
кГц; а) фазовая зависимость в контуре радиуса ![]() ;
;
б) радиальное распределение для временного максимума.
а)
б)
Рис. 4. Линейная плотность индуцированного тока в
алюминии
при частоте ![]() кГц; а) фазовая зависимость в контуре радиуса
кГц; а) фазовая зависимость в контуре радиуса ![]() ; б) радиальное распределение для временного максимума.
; б) радиальное распределение для временного максимума.
Анализ кривых для алюминия на рис. 2. – 4
показывает, что:
-
частота ~ 2.0 кГц (рис.2)
представляется ещё достаточно высокой, чтобы говорить о малой значимости сил
магнитного давления;
-
рабочие частоты ~ 0.5
÷ 0.25 кГц можно уже считать достаточно низкими, чтобы предполагать силы
отталкивания алюминиевого листа заданной толщины весьма незначительными, вид
кривых фазовой и радиальной зависимостей приближается к виду аналогичных
характеристик для немагнитной стали в частотном диапазоне несколько выше ~ 2.0÷3.0
кГц [2].
Для практики создания инструментов
магнитно-импульсного притяжения индукционного типа понятие низкой частоты
весьма интересно, поскольку даёт представление о временных характеристиках
действующих полей, для которых интегральное во времени действие сил Лоренца
должно приближаться к нулю. Отталкивание обрабатываемого объекта от индуктора
если и будет проявляться, то должно
быть весьма незначительным.
Выводы
1.
Проведен анализ
процессов возбуждения индуцированных токов в индукционной индукторной системе с
листовым алюминием – инструменте магнитно-импульсного метода рихтовки.
2.
Представлены численные
оценки в виде графических зависимостей для линейной плотности индуцированного
тока
3.
Численные оценки
показали, что при частотах 0.5 ÷ 0.25 кГц силы отталкивания алюминиевого
листа заданной толщины весьма незначительными, что говорит о превалирующем
действии сил притяжения – возбуждаемый усилий рихтовки.
4.
Проведенные оценки
позволяют задаться оптимальными параметрами индукционных индукторных систем,
предназначенных для внешней магнитно-импульсной рихтовки кузовных панелей
автомобилей.
Литература
1.
Гнатов А.
В. Импульсные магнитные поля для прогрессивных технологий. Магнитно-импульсные
технологии бесконтактной рихтовки кузовных элементов автомобиля: монография /
А. В. Гнатов, Ю. В. Батыгин, Е. А. Чаплыгин. –
Saarbrücken: LAP LAMBERT Academic Publishing, 2012 – 242 с.
2.
Туренко А. Н. Импульсные
магнитные поля для прогрессивных технологий. Том 3. Теория и эксперимент
притяжения тонкостенных металлов импульсными магнитными полями: монографія /
А. Н. Туренко, Ю. В. Батыгин, А. В. Гнатов. – Х.
: ХНАДУ, 2009 – 240 с.
3.
Гнатов А. В.
Универсальный инструмент бесконтактной магнитно-импульсной рихтовки –
симметричная индукционная индукторная система / А. В. Гнатов, С. А. Шиндерук,
Д. П. Петренко // Вісник НТУ
”ХПІ”. Зб. наук. праць. – 2013. – № 51. – С.
106–116.
4.
Электромагнитные
процессы в симметричных индукционных системах с идентичными ферромагнитными тонкостенными экраном и
листовой заготовкой / Ю. В. Батыгин, А. В. Гнатов, Щ. В. Аргун [и др.] // Електротехніка і електромеханіка.
– Х. : НТУ ”ХПІ”.– 2012. – № 4 – С. 50–53.