Технические
науки / 8.Обработка материалов в машиностроении.
Д.т.н Симонян М.М., к.т.н. Балаян В.А., к.т.н. Навоян М.О.,
инж. Казарян Н.Э.
Государственный
инженерный университет Армении, Ванадзорский филиал, Армения
ИССЛЕДОВАНИЕ ТЕПЛОВЫХ ЯВЛЕНИЙ ПРИ
ПРЕРЫВИСТОМ РЕЗАНИИ
Исследованию
тепловых явлений при обработке материалов резанием посвящено множество работ,
авторы которых, ставя задачу определения температуры в зоне стружкообразования,
в основном решают ее двумя известными способами: расчетно-аналитическим
и экспериментальным.
В существующих теоретических исследованиях при
определении температуры стружкообразования введены допущения, не позволяющие
выявить особенности температурных полей при прерывистой работе режущего
инструмента. В частности, в них идеализируются законы изменения интенсивности
тепловых потоков и не учитывается наличие переходного периода в начале работы
инструмента, когда меняются формы и размеры застойной зоны, а также состояние и
размеры контактных площадок режущего клина. Поэтому для получения реальной
картины развития температурных полей в режущем клине втечение рабочих и
холостых ходов инструмента, необходима разработка специальных методов
экспериментальных исследований [1, 2]. Экспериментальное исследование тепловых
процессов и температурного поля режущего клина при прерывистом резании, по
сравнению с процессом непрерывного резания, представляет собой более сложный
процесс. Основная трудность заключается в том, что если в период рабочего хода
температуру в зоне резания можно измерить одним из известных способов, то в
периоде холостого хода, известные разновидности термопар оказываются
непригодными, вследствие размыкания контакта между инструментом и деталью,
Для измерения
температуры режущего клина инструмента при прерывистом резании, как в период
рабочего, так и холостого ходов, нами сконструирован и изготовлен специальный
составной резец, позволяющий в процессе резания обеспечить надежность контакта
за счет большой жесткости конструкции [3],
(рис.1).

Рис. 1. Составной резец для измерения температуры в
процессе
прерывистого
точения. а) в разобранном виде, б) в сборе.
Конструкция составного резца позволяет проводить
эксперименты по определению температуры контактной площадки инструмента во
время рабочего и холостого ходов, благодаря сочетанию различных материалов
термопар и изменению режимов резания и условий в широком диапазоне прерывистой
обработки. В качестве материалов термопар были выбраны: для высоких скоростей
(температур) резания - BK8 и T15K6; для низких и средних–BK8 и P18. Размер контакта и плотность соприкосновения режущих кромок двух
половинок обеспечивались предварительной раздельной их заточкой и регулировкой
при помощи специального винта и последующей совместной заточкой и доводкой
составного резца в сборе.
Точением, по
схеме свободного резания, обеспечивалась полная идентификация условий работ
двух режущих материалов. Для достоверной регистрации значений температур,
изменяющихся во времени, на различных этапах прерывистого резания применена
разработанная нами измерительная система, основанная на принципе работы и
функционирования 16-разрядного однокристального микроконтроллера MSP430F149 с двумя УСАПП, АЦП и MPY производства Texas Instruments. Принципиальная
схема измерения температуры приведена на рис. 2, а на рис. 3 представлена
измерительная аппаратура для регистрации и обработки сигналов от термопар.

Рис. 2. Блок-схема
измерения температуры.
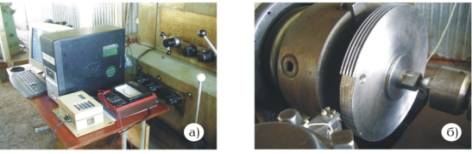
Рис. 3.
Измерительная аппаратура (а) для регистрации и обработки
сигналов от
термопар (б).
Анализ осциллограмм и сравнение мгновенных значений
температур в период резания показывают полную идентичность изменения термо-ЭДС
во времени методов составного резца и естественной термопары (рис. 4).
|
а) |
|
б) |
|
|||||
|
Рис. 4. Изменение
температуры при врезании и установившемся резании: а) составным резцом;
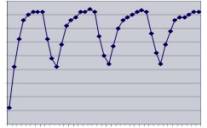
б) естественной термопарой. На рис. 5 приведены характеры изменения
температуры во времени при резании и холостом ходе инструмента, записанные с применением составного
резца.
|
||||||||
|
Рис. 5. Фрагменты изменения температуры во времени при
прерывистом резании (нагревания во время рабочего хода и охлаждения во время
холостого хода)
Обрабатываемые материалы и инструмент: а)
сталь 45 - ВК8; б) 12Х18Н9Т – ВК8. |
||||||||



Проведенные нами исследования тепловых и адгезионных
явлений при прерывистой обработке материалов резанием показывает [4], что при обработке вязких материалов, тепловые процессы, протекающие на
контактных площадках клина, оказывают сильное влияние на возникновение и
развитие адгезионных явлений, и можно предположить, что как колебание
температуры на этих площадках при холостых и рабочих ходах инструмента, так и
их длительности окажут значительное влияние на адгезионный износ клина при
прерывистом резании. Прерывистое точение заготовок из различных сталей, в
частности Стали 45, показывает, что длительность холостого хода явно влияет на
работоспособность твердосплавного инструмента. Результаты наших исследований
показывают, что при обработке стали интенсивность
охлаждения втечение первых 0,03 сек непосредственно после выхода инструмента из
контакта чрезвычайно высока. Отсюда следует, что сокращение длительности
холостого хода до 0,03 сек может вызвать снижение интенсивности адгезионного
схватывания, следовательно и повышение стойкости инструмента.
Литература:
1. Симонян М.М. Развитие
теоретических и технологических принципов повышения работоспособности
твердосплавных инструментов в процессах прерывистого резания: Автореферат дисс. д-ра техн.
наук. - Ереван, 2013.- 34с.
2. Синопальников
В.А., Гурин В.Д. Температурное поле в режущем клине инструмента при
прерывистой работе. Вестник машиностроения. 1980 № 4.
С. 44-47.
3. Симонян М.М.,
Кочарян К.С. Составной
резец. Промышленная собственность. Официальный бюлетень. Ереван 2009,- № 3(59), стр.
96 (Патент РА, № 2253A).
8. Симонян М.М., Балаян В.А., Кочарян К.С. Влияние адгезии на работоспособность твердосплавного инструмента при выходе
из зоны резания с нулевой толщиной среза. Вестник машиностроения.-М.:-2010. № 9. –с.62-65.