УДК
685.31.65.011
АВТОМАТИЗИРОВАННАЯ МАШИНА ДЛЯ ВЫПОЛНЕНИЯ КОНТУРНОЙ СТРОЧКИ
Таукебаева К.С., Баубеков
С.Д., Жангисина Г.Д.
Таразский инновационно -
гуманитарный университет, г. Тараз,
АТД «Сымбат», г. Алматы, Казахстан
Сейчас в условиях рыночной экономики наша страна вступила в новый этап
экономических и социальных
преобразований. Перед легкой промышленностью поставлена задача увеличения выпуска товаров в широком ассортименте и
улучшенного качества, отвечающих современным требованиям спроса рынка.
Основная цель проводимых
преобразований – интенсификация и повышение эффективности производства на базе
научно-технического прогресса, рационального использования
материально-технической базы, сырья, заготовок производства.
На предприятиях ЛП при сборке заготовок изделия выполняется
примерно 1010 операций в виде наружных швов, до 60% из них
прокладываются по краю заготовки [1].
При выполнении контурного
шва на деталях, например обуви, определенные отрезки контуров деталей совмещаются
с перекрытием на величину технологического припуска и скрепляются одной (рис. 1) или
двумя рядами строчек, причем строчка должна располагаться на детали эквидистантно контуру
одной из скрепляемых деталей – либо верхней или нижней.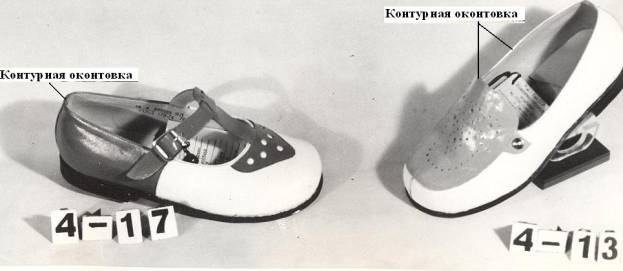
Рисунок 1. – Виды контурных швов
В настоящее время уровень автоматизации операций сборок
заготовок изделий ЛП не высок. Для выполнения сложных строчек применяются
машины общего назначения, требующие ручного вмешательства на всем протяжении
технологической операции сборок.
Выполнение
контурных строчек связано с перемещением деталей по сложному закону, что при
высокой средней скорости подачи вдоль строчки значительно повышает утомляемость
оператора (швей), это влияет на производительность труда и качество выполняемой
продукции, так как краевые швы определяет качество изделия в целом [2].
Поэтому
создание простого по конструкции, надежного в
эксплуатации и технологически гибкого
оборудования, позволяющего производить обработку по контуру в
автоматическом режиме, т.к. здесь программой для работы устройства является сам контур
обрабатываемой детали.
На
базе машины 22 кл., (рис. 2) разработано устройство [3]. состоящие из шьющего механизма,
челнока, нитепритягивателя, лапки и модернизированного механизма
транспортирования и ограничительного упора. В машине также изменен паз игольной
пластины, тут же предусмотрен паз для
установки ограничительного упора с возможностью его перемещения относительного
иглы, ограничительный упор имеет
возможность менять свое положение.
В механизме
транспортирования (рис. 2, 3), рейка имеет возможность
перемещения по горизонтали и вертикали,
а также поворачиваться во время транспортирования материала относительно иглы, поворот рамы 11 относительно оси 13
обеспечивается клином 9, штырь–упором
24, пружиной 21. С помощью пружиной 21, рама 11 постоянно прижато к штырь -
упору 24, который контактирует боковой поверхностью клина 9. Величина прижатия
регулируется изменением усилия пружины 21, гайкой 24.
В
зависимости от радиуса кривизны края детали можно выбрать клин различными
углами подъема. Так же выбирается жесткость пружин для обеспечения
постоянного контакта клина с штырь-упором.
На рисунке 2, приведен
механизм ориентаций автоматизированной машины. Данное устройство
исключает операцию по
предварительному скреплению деталей при их сборке, уменьшает расход
материалов за счет уменьшения
припуска деталей на накладку, (более 3*105дм2
на единицу оборудования в год), улучшает
качество изделий за счет строгого выполнения строчек эквидистантно краю как
верхний, так и нижний деталей. Годовой экономический эффект
от внедрения 810000 тг.
Поэтому, одним из
перспективных направлений в автоматизации выполнения контурных швов на деталях
обуви является разработка простых в конструкций и надежных в работе,
технологически гибких полуавтоматов на базе машин общего назначения. Причем не
нарушая конструкцию машин с возможностью монтажа и наладки за короткое время,
например, для реконструкции машины 22 кл. достаточно 3-4 часа
работы, одного наладчика механика.
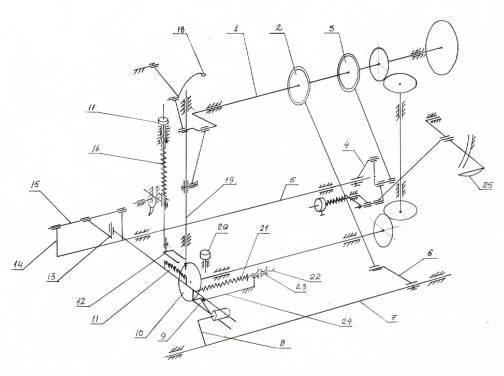
Рисунок 2. - Кинематическая схема автоматизированной машины 22
кл.

 14
14

13
![]()
![]() 23
23

22
 21
21
 9 24
9 24
![]() Рисунок 3. - Общий
вид механизма ориентации.
Рисунок 3. - Общий
вид механизма ориентации.
Использованная литература
1.
Баубеков С.Д. Обоснование и разработка
сборочных машинных комплексов на базе
фрикционно-транспортно-ориентирующих устройств для автоматизированного выполнения контурных операций в легкой промышленности: дис. ... докт. техн. наук. - Ташкент, 2008.
2. Ашратова К.С. и др. Повышение
точности сборки деталей верха обуви // Легкая индустрия. – 1955. - № 8. - С.
34-38 .
3. Баубеков С.Д.,
Казахбаев С.З., Баубеков С.С., Талипов А.Ж.,
Патент РК №23217 от 15.11.2010. Устройство для автоматизированной
контурной обработки деталей при шитье// НПВ РК., опубл. от 27.04.2010, -Алматы:
Бюл. № 12. - 4 с: ил.
Реферат
В работе на базе машины 22 кл.,
разработана автоматизированная машина, состоящая из
шьющего механизма, челнока, нитепритягивателя, лапки и модернизированного
механизма транспортирования и ограничительного упора. В механизме транспортирования, рейка имеет возможность
поворачиваться во время транспортирования материала относительно иглы, где поворот рамы относительно оси обеспечивается клином, штырь–упором, пружиной. С помощью которой,
рама постоянно прижато к штырь - упору, который контактирует боковой
поверхностью клина. В результате в зависимости от изменения контура
обеспечивается постоянный контакт края детали с ограничительным упором. Это позволяет производить обработку по
контуру в автоматическом режиме, т.к. здесь программой для работы устройства является сам контур
обрабатываемой детали.
The abstract
The automated car for performance of a
planimetric line
In work on the car 22 кл., the automated car consisting of the sewing
mechanism, a shuttle, нитепритягивателя, paws and the
modernized mechanism of transportation and a restrictive emphasis is developed.
In the mechanism of transportation, рейка has a possibility
to turn during transportation of a material concerning a needle. Where turn of a frame
concerning axis is provided with a wedge, the probe-emphasis, a spring. By
means of which, a frame it is constantly pressed to the probe - to an emphasis
which contacts a lateral surface of a wedge. As a result depending on variation
of a contour constant contact of edge of a detail to a restrictive emphasis is
provided. It
allows to make processing on a contour in an automatic mode since here the
program for work of an arrangement is the contour of a processable detail.