Komkov N.M., Kapaeva
S.D.
The East-Kazakhstan State Technical University
Ust-Kamenogorsk, the Kazakhstan Republic
The search of the cutting mechanism
in the time of sharpening in an atmosphere of the water-soluble polymeric
cutting-tool lubricant вп-4
The
leading roles in the economic recovery play a machine-building industry
particularly the metal cutting processes. At the same time much attention is
giving to perfection of the machining operations, productivity and accuracy
increasing, increasing of the cutting tool endurance. The industrial rhythm
needs increasing of quantities and ranges of cutting tools and naturally it
needs increasing of alloying components drain for the hard alloy production.
The increasing of existing cutting tool endurance and durability is very
significant in this situation. The choice of the cutting-tool lubricant may
help to solve this problem.
Today
in machine-building industry generally used the oil and the emulsion
cutting-tool lubricants. The usage of which have an adverse effect to working
conditions and technical conditions of cutting machines parts. Plus it is very
they are difficult-to-make and while using it may take damage to environment.
The
searching in technical literature shows that in influencing on the contact
processes water-soluble polymeric cutting-tool lubricant is as good as the oil
and the emulsion cutting-tool lubricants (CTL). So it is necessary to create
the composition of water-soluble polymeric cutting-tool lubricant(CTL) which in
its cooling abilities will be as good as emulsion CTL and in lubricating
properties will be as good as oil CTL.
The new
CTL must combine with opposite features such as low boundary tension i.e. good
wetting quality, penetrability at the metal flaws and high viscosity for creating
of more pressure in liquid between moving surfaces.
Different
authors searched the water-soluble polymeric CTL in the processes of milling,
glazing, threading, toothing, but not so much in sharpening. Although this
handling type occupies a larger proportion in bulk of today’s metalworking in
machine building.
This
work devoted to increasing of turning tools durability by researching of
water-soluble polymeric CTL influence to turning tools durability and machined
surface quality of constructional and compound steel.
Different
methods are using for the experimental definition of the isothermal curves П(h) of penetrating
polymeric film pressure. First researches were done by Deryagin and Kusakov [1]
who used gas bubbles with different radius R0, which emerged to
horizontally placed gentle smooth plate (Picture 1).
Disjoining
pressure of gentle film defined by equation [1] in which is the gas pressure in bubble and P0
is pressure in volumetric fluid phase, which close round the bubble. If we put
P and P0 in [1] we will have:
![]() , ( 1)
, ( 1)
Picture 1 – The bubble method of wetting films
disjoining pressure isothermal curves reception.
Isothermal curves
of disjoining pressure in plane of sliding are belonging from 8.95x102
– 7.77x105 Pascal and film thickness in range of 400-25 A0.
At the breakdown
force estimation we define average normal pressure of liquid between moving
surfaces [2]:
![]() , (2)
, (2)
Where
V-peripheral speed of cutting, m/min
![]() -rotating speed of detail, rad/sec
-rotating speed of detail, rad/sec
![]() - dynamic viscosity
- dynamic viscosity
![]() - kinematic viscosity
- kinematic viscosity
![]() - liquid density
- liquid density
![]() - loading coefficient, which is taken in according to [1]
- loading coefficient, which is taken in according to [1]
Define the liquid pressure between contact
surfaces of detail and cutting tool:
![]()
![]() (3)
(3)
When microcrack size
achieved amount more than 50 0A to disjoining pressure will be added
the pressure in liquid value, and it will increase:
7.77×105+7.77×105+1298025 = 2852025 Pa.
(![]() =10-8 sm. = 10-10 sm.)
=10-8 sm. = 10-10 sm.)
As the
result of the disjoining activity of adsorbed polymeric film and pressure of
the liquid CTL ВП-4, the sharpening process
bypass with lower duty to cutting tool. This help to increase cutting tool
endurance in 1.2-1.4, achieving of the Ra=1.1mkm undulation and
worked pieces dimensional accuracy in high-velocity manufacturing of
constructional and compound steel.
It follows that
singularity of sharpening process course depend from the mechanism of plastic
flow of metal in different mediums.
Study
of the contact processes illustrate the nature of such events as friction, chip
formation, cold-hardening, surface indulation of storages, wear of the cutting
tools. The studies of chip formation process shown, that CTL is reducing the
contact length between chip and cutting tool, essentially, because of the
elastic contact zone reducing. CTL will take effect through the changing of
average friction coefficient and defining the angle of coverage. The using of
CTL which have the ability to penetrate into cutting zone allow to lower the
friction coefficient and to change stress state of metal [3].
With
this object in mind were created a number of new water-soluble polymeric CTL.
Study of which revealed their action mechanism in chip formation and plastic
flow character of machined metal while sharpening. For
the researching of the plastically deformed cutting zone character were made
metallographic samples of processed in different mediums details, and than were
made a metallographic analysis of this samples. For comparative analysis were
selected the standard liquid - CTL ЭГТ, which usually using in machine-building production
and the best type of water-soluble polymeric CTL WP-4 (which were created in
working process) [4].
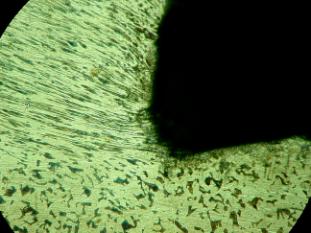
Zone of
the crystal grains (position 1) maximum plastic flow and the character of their
streaming may be defined at the chip root microstructure situated at the
picture 2.
1 2 ψ

![]()
![]()
![]()
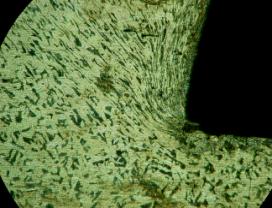

Picture 2 – the сталь 20 chip root microstructure un CTL ЭГТ medium
The
ranges of deformed metal crystal grains laying at an angle of ψ to the plane of sliding and nearly directly from
facial layer. Such order of the deformed metal crystal gains cause the hard
surfacing and increasing of micro-hardness of chip and processed detail facial
layer. Which in its turn cause the increasing of the cutting tool wear.
The
process which is visible on the picture is the process of metal tearing from
cut surface by cutter. This process cause chatter marks at the processed
surface.(Picture 2, position 2). As a result the processed surface indulation
appear. The value of this indulation in the CTL ЭГТ medium situated at the graph of indulation as a
function of cutting speed(Picture 3).

Picture 3 – The
processed detail surface finish dependence of tool back-surface(h3) wear value
in finish sharpening of the сталь 20 by
carbide-faced tool T15K6.
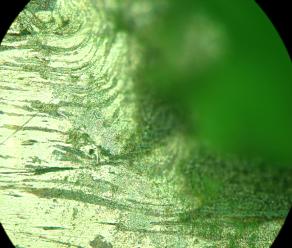
The researching of the chip root microstructure
which was processed in the medium of the CTL ВП -4(Picture 4) has show following results:
2 ψ 1![]()

![]()
![]()
Picture 4 – the сталь 20 chip root microstructure in water-soluble
polymeric CTL ВП-4 medium
At the
micrography of the metallographic sample which has been processed in the medium
of the CTL ВП-4 we can see singularity of
chip deformed crystal gains order, their defined form and orientation. The
value of angle is smaller and it proves that value of the frictional force
lower under the effect of polymeric interfacial film CTL ВП-4. The strips of deformed zones of chip metal crystal
gains parallelism (picture 4, position 1) while saving the constancy of texture
angle, testifying about absence of burst layer secondary deformation. The
effect of which cause the increasing of chip micro-hardness and abrasive wear
of cutting tool. This factor explain the difference of surfaces cold hardening
degree, which were processed in different mediums(Picture 5).
V, m/min

1 - without CTL; 2
- CTL ЭГТ;3 – CTL ВП-4.
Picture 5 – the
work-hardening degree(H) dependence of cutting speed(V) in finish sharpening
process.
Also at
the micrograph of metal chip root which has been processed in the CTL WP-4
medium was marked the character of facial layer and indulation(picture 4,position
2). Also at the micrograph evidently viewed decreasing of the indulance lugs
height.
The
action mechanism of water-soluble polymeric CTL ВП-4 (Picture 6) consist in appearing of the disjoining force Pp,
resulting of which and Np fit in vector with sliding force Pτ.
This involves to total force(resulting) increasing.
![]() (4)
(4)
This resulting
force exceed the yield limit of the processing material, and then happen its
destruction (Picture 7). Intercrystalline bond breaking of processing metal is
affected by adsorbed polymeric film of CTL ВП-4 and by the
pressure of liquid. It cause the disjoining effect at the cutting zone i.e. it
cause the Rebinder effect.
So it allow to make
such conclusion that the CTL mechanism depend of chemical composition and of
physical features of liquid with water-soluble polymers.
The CTL created at
the base of water-soluble polymers leads to thermal exchange increasing,
because of high thermal capacity of water which exist copiously in CTL
composition. The increasing of the cutting tool hardness and its load drop
caused by decreasing of temperature in contact zone. It is the first cutting
mechanism.
The decreasing of
frictional force and action angle caused by existence of polyatomic alcohols
and surface acting agents at the CTL ВП-4 compositions
which cause the lubricating effect.. It is the second cutting mechanism.

Picture 6 – the
cutting mechanism with using of water-soluble polymeric
CTL ВП-4.
0,0025мммм![]()
![]()
![]()
![]()
Picture 7 – sliding
surface zone with the scoth forming by adsorb film of polymeric CTL ВП-4 (×2100)
And the
third cutting mechanism – disjoining mechanism – may able because of opposite
features combination in CTL composition. It means two features: The decreased
boundary tension and the increased viscosity. The existing of monoatomic
alcohols, organic acids and sulphates at CTL composition is decreasing the
liquid boundary tension and increasing wetability of contact surfaces. It
creating the ability of liquid penetration to microcracks and promoting to
destruction of processed metal. And the existing of cooling liquid, furcated
high-polymeric chains of water-soluble polymers at CTL composition coupled with
surface acting agents allow to significantly increase the kinematic viscosity
of liquid. It helps to arise the disjoining effect, which cause the Rebinder
effect.
The
cutting mechanism has been recommended as the most efficient mechanism for the
increasing of cutting tool durability.
The list of literature:
1 Deryagin
B.V., Kusakov M.M. “Experimental researching of the surfaces solvation” News of
the Academe of Sciences of the USSR. Gray chemistry. 1937.
№5. page
1119-1152.
2
Yakushev A.I., Vorontsov L.N., Fedotov N.M. “Interchangeability, standardizing
and technical metrology”. M.:Machine-building.1986.page 350.
3 Kostetskiy
B.I., Nathanson M.E., Berigatskiy A.I. “Mechanical process in boundary
friction”.M.:Science.1972.page 170.
4
Patent №17885 of the Kazakhstan Republic. Cutting-Tool Lubricant for mechanical
process of metal/Komkov N.M., Kapaeva S.D.;16.10.06.bull.№10.page 2.