Potakhov D. A.
Petersburg State Transport University, Russia
Cutting temperature as optimization criterion of the
recovery of railway wheel sets
Usage of new grades of steel wheels with improved physical and
mechanical properties in accordance with GOST 10781-2011 has a certain effect
on the productivity in the recovery of profile of the running surface of wheel
sets of rolling stock. Lack of data on the workability of new grades of steel
wheels makes it difficult to assign rational modes for turning of wheel sets.
The studies are conducted to determine the workability of new grades of steel
wheels and recommendations on the choice of rational modes of recovery of
wheels with increased hardness.
To restore the profile of the running surface of the wheel there is a
wide variety of machine tools with a variety of technical and operational
characteristics that affect the processing time of one single-piece wheel set,
which in turn includes the engine, preparatory and auxiliary time. Analysis of
the process of recovery of profile of
the running surface of the wheel pairs [1] shows that the main reason for
stopping treatment process and, as a consequence, increase the machine time for
the restoration of a wheelset, is the premature failure of the cutting tool. The
life of the tool is significantly affected by the state of the surface of
riding profile, namely, the presence of not only the work surface defects such
as melts, slides and defects with thermomechanical origin, which significantly
increase the hardness of the metal surface layer, but also the variation of the
hardness of the running surface, defined by GOST for each particular brand of
wheel steel.
The science of cutting materials established the existence of the
so-called optimal cutting temperature θ0,
with is a definite value for a particular pair of "instrumental material -
the material being processed." The work on this optimal temperature
ensures the greatest dimension stability for the tool, and the highest accuracy
and the favorable properties of the metal of the surface soil for a processed
detail. [2]
Based on the above the expediency of turning the roll surface profile of
wheelset with an optimum temperature can be concluded, which will reduce the
effect of the state of profile of riding surface during tool life, will give
the finished surface the required accuracy and quality, and will improve the
process of turning the wheel by increasing the efficiency of cutting tools.
Based on the thermophysical analysis of the recovery of riding surface
of wheelsets of different hardness based on the recommendations [3], it was
found that the effect of depth of cutting on the temperature for a single grade
of steel is negligible. Moreover, with the increasing depth of the cutting
temperature decreases slightly. For example, for steel with a hardness of 255 HB at cutting speed v = 20 m / min and feed s
= 1,1 mm / rev temperature at a depth of cut t = 3 mm be θ = 770 ºC, with a depth of t = 5 mm – θ =766 ºC, and at a depth t = 7 mm – θ = 763 ºC. Were obtained depending on the influence of
graphical wheel hardness steel cutting speed at different depths (Fig. 1),
provided that the optimal cutting temperature, which for the pair of
"wheel – cutting instrument" was taken to be 870 ºC [4].
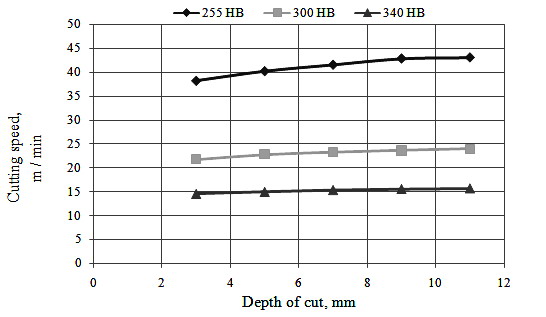
Fig. 1 The effect of hardness of steel wheel on a
rational cutting speed when
s = 1,1 mm / rev, γ
= 0º
As can be seen from Fig. 1 for the effective recovery of wheelsets with
increased hardness made of steels of grades T and A, GOST 10791-2011, repair
shops will need to reduce the cutting modes of about 2 times compared to the
processing modes for conventional rail wheels of grades 1 and 2 according to
GOST 10791-2011.
References:
1. Bogdanov A. F. i dr. Vosstanovleniye profilya poverkhnosti kataniya
kolesnykh par: Uchebnoye posobiye / A. F. Bogdanov, I. A. Ivanov, M. Sitazh. –
SPb.: PGUPS, 2000. – p. 128.
2. Makarov A. D. Optimizatsiya protsessov rezaniya. – M.:
Mashinostroyeniye, 1976. – p. 278.
3. Reznikov A. N. Teplofizika protsessov mekhanicheskoy obrabotki. – M.:
Mashinostroyeniye, 1981. – p. 279.
4. Vorobiev A. A. i dr. Resurs i remontoprigodnost kolesnykh par
podvizhnogo sostava zheleznykh dorog. Monografiya / Pod red. prof. I. A.
Ivanova. – M.: INFRA-M, 2011. – p. 264. – (Nauchnaya mysl).