Технология формирования
биметаллического стержневого инструмента методом скоростного горячего
выдавливания
Качанов И.В., Шарий
В.Н., Власов В.В.
Белорусский национальный
технический университет (БНТУ)
В БНТУ разработана опытная технология получения биметаллического
стержневого инструмента, в основу которого положена операция образования
неразъемного сварного соединения рабочей и основной частей инструмента путем
совместной деформации методом скоростного горячего выдавливания (СГВ). Метод
СГВ обеспечивает получение точных заготовок с повышенными механическими
свойствами, предназначенных для изготовления биметаллического инструмента. При
этом в качестве основы в составной заготовке использовали конструкционные
стали, а для рабочей части – высоколегированные штамповые стали, с их
значительной экономией (до 85–90%). Для проведения исследований в качестве
материала рабочей части использовали штамповые стали 5ХНМ и ДИ23, материала
основы – легированную конструкционную сталь 40Х.
Для получения биметаллических деталей типа «Толкатель» с плоской
торцевой частью и «Выталкиватель» с шестигранной формообразующей рабочей частью
было проведенно предварительное исследование с использованием модельных
материалов, компьютерного моделирования с использованием метода обратного моделирования
в пакете 3D-Deform, что позволило установить
форму составных бесступенчатых заготовок, представленных на рисунке 1 (а и б).
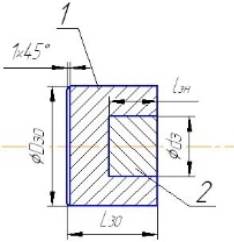
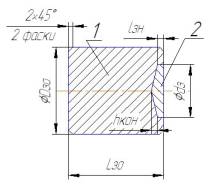
а) б)
а) биметаллическая заготовка толкателя с плоской торцевой
частью, б) биметаллическая заготовка выталкивателя с шестигранной
формообразующей рабочей частью
1 – основная часть (40Х), 2 – рабочая часть (ДИ23, 5ХНМ)
Рисунок 1–
бесступенчатые состаные заготовки
для изготовления формообразующих деталей
Формообразование деталей проводилась в полуматрицах с формовочной
конической полость, где угол конусности 2α = 60о и с наибольшим
коэффициентом вытяжки
коэффициентах вытяжки λ (для толкателя λ = 3, для выталкивателя
λ = 4,37). Для экспериментов
использовались скорости деформирования
50 – 80 м/с, начальная энергия удара Eд =
36,08 кДж и температура нагрева заготовок 1050 – 1100оС. Внешний
вид биметаллических деталей представлен на рисунке 2.
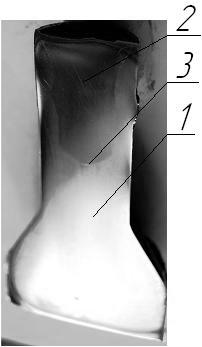
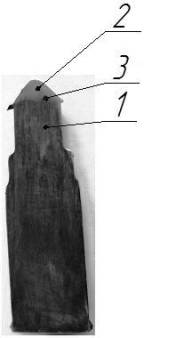
а) б)
а) биметаллический толкатель с плоской торцевой частью,
б) биметаллический выталкиватель с шестигранной формообразующей рабочей частью
1 – основная часть (40Х), 2 – рабочая часть (ДИ23 5ХНМ),
3 сварное соединение (шов) между основной и рабочими частями биметаллического
выталкивателя
Рисунок 2 – Внешний вид экспериментальных
биметаллических образцов в разрезе, полученный методом СГВ
Использование данной схемы изготовления инструмента
позволяет достичь значительной экономии дорогостоящих штамповых сталей (до
90%), а также улучшить качество изделий за счет лучшей проработки структуры.
При этом повышаются эксплуатационные характеристики инструмента
(износостойкость – 2-3 раза; технологическая прочность – в 1,75-2,5 раза;
ударная вязкость – в 1,2-1,7 раза).