Жаркевич
О.М., Бузауова Т.М., Нуржанова О.А.
Карагандинский
государственный технический университет
Обоснование
рационального способа восстановления изношенной шестерни трактора Т-25
Восстановление деталей машин обеспечивает
экономию высококачественного материала, топлива, энергетических и трудовых
ресурсов, а также рациональное использование природных ресурсов и охрану
окружающей среды. Для восстановления работоспособности изношенных деталей
требуется в 5-8 раз меньше технологических операций по сравнению с
изготовлением новых деталей.
Шестерня малая левая А25.39.106, 7.39.106 –
является деталью бортовой передачи трактора Т-25. Она изготовлена из стали 58
(55П) ГОСТ 1050-74. Вал представляет собой деталь ступенчатой формы, на одной
поверхности которого имеются шлицы, а на другой – зубчатый венец. В средней
части имеется посадочное место с шпоночным пазом под зубчатое колесо. С двух
сторон зубчатого венца шестерни имеются посадочные места под шарикоподшипники
309К и 60309К.
Чаще всего деталь имеет следующие дефекты: износ
шлицев по толщине (А), износ шпоночного паза по ширине (Б), износ шеек вала под
шарикоподшипники (дефект В) (рисунок 1).
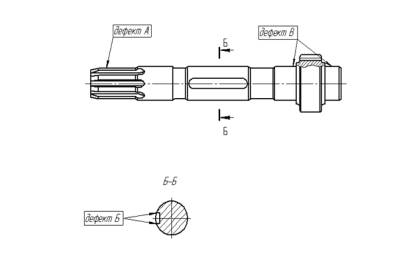
Рисунок 1 – Изображение
дефектов на шестерне малой левой
Для
определения оптимального способа восстановления шестерни определяем коэффициент
долговечности, себестоимость восстановления, минимального значения отношения
себестоимости восстановления детали оптимальным для каждой ее изнашиваемой
поверхности способом к коэффициенту долговечности:
 , (1)
, (1)
где СВДj – себестоимость восстановления изношенных поверхностей
детали j – м сочетанием способов, тенге;
Сyip – удельная
себестоимость восстановления i-й поверхности р-м способом, тенге/дм2;
Si - площадь i-й восстанавливаемой
поверхности, дм2;
КДВj - коэффициент
долговечности детали, восстановленной j-м сочетанием способов;
n
– количество изнашиваемых поверхностей (дефектов).
Результаты
приведены в таблице 1.
Таблица 1
- Технико-экономические показатели восстановления изношенных поверхностей
шестерни малой А25.39.106, 7.39.106
|
№ |
Сочетание способов восстановления |
Коэффициент долговечности, КДВj |
Себестоимость восстановления, тенге |
Отношение себестоимости, СВДj/КДВj,
тенге |
|
1 |
Наплавка
в среде углекислого газа на поверхности (А) и (Б); электромеханическая
обработка поверхности (В) |
0,96 |
467,28 |
487,2 |
|
2 |
Наплавка
в среде углекислого газа поверхности (А); фрезерование шпоночного паза под
ремонтный размер и установка ступенчатой шпонки поверхности (Б); электромеханическая
обработка поверхности (В). |
0,94 |
442,1 |
469,9 |
Целесообразным является второй вариант -
наплавка в среде углекислого газа поверхности (А); фрезерование шпоночного паза
под ремонтный размер и установка ступенчатой шпонки поверхности (Б);
электромеханическая обработка поверхности (В) (рисунок 2).
Рисунок 2 - Схема
маршрута восстановления детали
Данная схема маршрута является наиболее
рациональной для восстановления шестерни малой левой.
Литература:
1.
Справочник технолога-машиностроителя. В 2-х т. Т.2/ Под ред. Косиловой А.Г. и
Мещеряковой Р.К – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. – 496
с.
2.
Спицын И.А. Проектирование технологических процессов механической обработки
деталей. – Пенза: РИО ПГСХА, 2005. – 100 с.
3.
Молодык Н.В., Зенкин А.С. Восстановление деталей машин. - М.: Машиностроение,
1989. – 479 с.