К.т.н. Харитонов В.С.,
Ямтеева Э.Р.
Магнитогорский
государственный технический университет
им. Г.И. Носова, Россия
СТРАТЕГИЯ РАЗВИТИЯ ПРОИЗВОДСТВА
СТАЛЬНЫХ КАНАТОВ
В металлургической промышленности канаты имеют важное
значение. Они являются как конечным
продуктом этого производства, так и
широко используются в различных грузоподъёмных механизмах, применяемых в
металлургическом производстве. Следовательно, качество канатов, включающее
усталостную прочность отдельных проволок и эксплуатационную стойкость каната в
целом, имеет немаловажное значение для металлургической промышленности. Во
многом, их качество зависит от напряженно-деформированного состояния проволок,
составляющих канат. Для нейтрализации или перераспределения свивочных
напряжений в проволоках каната применяются различные методы силовой обработки.
Одним из них является преформация, сущность которой заключается в придании
проволокам той формы, которую они приобретают при свивке. Режимы преформации
определяются параметрами настройки преформатора. [1,2]
Анализ существующих методик расчета параметров
преформации [3] показал, что имеющиеся методики построены, в основном, на
эмпирических данных вследствие чего имеют узкий диапазон применения. Для
повышения качества стальных канатов требуется более точная и научно
обоснованная методика определения параметров преформации проволок и прядей при
свивке канатов.
Предложена
методика расчета параметров преформации
проволок при свивке каната с применением программного комплекса Deform-3D [4],
позволяющая оценивать напряженно-деформированное состояние проволок, а так же
учитывать форму и механические свойства проволоки.
На рисунке 1 представлена модель роликового преформатора созданная в
программном комплексе Deform-3D.
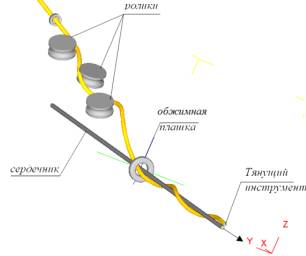
Рис. 1. – Трехмерная
модель роликового преформатора в системе Deform 3D
При моделировании оценено влияние варьируемых параметров преформации (угла преформации,
расстояния между центрами крайних роликов и диаметра роликов преформатора) на
напряженно-деформируемое состояние преформируемой проволоки, а так же
определена степень накопленной и сдвиговой деформаций.
В качестве параметров,
определяющих качество каната использовались: фактический шаг свивки Н и плотность прилегания
проволоки повива к центральной проволоке-сердечнику h, т.е. расстояние от
проволоки повива до сердечника в полученной пряди
На примере преформации проволок при свивке
каната конструкции 1+6
получены зависимости
(таблица 1), позволяющие при заданном угле преформации определить диаметр
роликов преформатора, при котором будет обеспечиваться нераскручиваемость
полученной пряди.
Таблица 1 - Зависимость
технологических параметров пряди от диаметра роликов
|
Угол преформации, град |
Плотность
прилегания проволоки
повива к центральной проволоке-сердечнику,
мм |
Фактический шаг
свивки, мм |
|
9 |
|
|
|
12 |
|
|
Для оценки степеней сдвиговой и накопленной
деформаций исследовались: контактная поверхность, свободная поверхность, и
центральная область проволоки. На рисунке 2 приведен характер распределения
сдвиговых деформация на контактной поверхности проволоки во время преформации в
зависимости от изменения угла преформации.
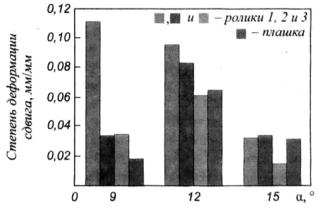
Рис. 2 – Распределение сдвиговых деформаций в крайних волокнах проволок от
первого ролика до плашки в зависимости от угла преформации.
Вывод. Предложенная методика
расчета параметров преформации с применением программного комплекса Deform-3D учитывает
свойства материала проволок, и их напряженно-деформированное состояние, что
приведет к повышению точности определения параметров преформации, тем самым
повышению качества производимых канатов. Данная методика может применяться
расчета канатов сложной конструкции.
Литература:
1.
Букштейн М.А. Производство и использование стальных канатов – М.: Металлургия, 1973. –
360с.
2.
Мольнар В.Г., Владимиров Ю.В. Технологические основы производства стальных
канатов. – М.: Металлургия, 1975. – 200с.
3.
Харитонов В.А., Ямтеева Э.Р. Образование. Наук. Производство. Вып. 6: сб.
науч. трудов. Магнитогорск 2013г. – С. 109-112.
4.
Харитонов В.А., Ямтеева Э.Р., Усанов М.Ю. Методика расчета параметров преформации
проволок при свивке каната с применением программного комплекса Deform 3D //
Металлург. – 2013г. - №12 С 27-31.