Строительство
и архитектура /4. Современные строительные материалы
Мирюк О.А., д.т.н.
Рудненский индустриальный институт,
Казахстан
Влияние техногенных наполнителей
на структурообразование при обжиге стеклошихты
Приоритетом исследований в области силикатных теплоизоляционных
материалов являются разработки, связанные с использованием новых сырьевых
материалов, разработкой на их основе составов стекольных шихт, обеспечивающих получение качественной
продукции, экономию природных сырьевых и топливных ресурсов [1,
2].
Цель работы – исследование
кремнеземсодержащих техногенных добавок на термические структурные превращения
при обжиге стекольной шихты.
Для приготовления стекольной шихты
использован тонкомолотый бой
тарного стекла. Для обеспечения пластичного состояния формовочной массы использовано жидкое стекло в количестве
40 %, которое одновременно послужило порообразующим компонентом.
В работе использованы добавки техногенного
происхождения: металлургические шлаки, отходы различных стадий обогащения скарново-магнетитовых
руд (хвосты сухой и мокрой магнитной сепарации СМС и ММС), пыль электрофильтров
цементных печей, керамзитовая пыль; природные материалы: глины, лигнит-боксит,
горючие сланцы.
Стеклопорошок тщательно перемешивали с
добавками и затворяли жидким стеклом в количестве 35% массы. Температура обжига
шихт 850 0С.
Кратность уменьшения плотности
рассчитывается путем деления плотности до обжига на плотность обожженного
образца. Результаты экспериментов приведены в таблице 1 и на рисунках 1 и 2.
Анализ характеристик материалов позволил отдать предпочтение добавкам, которые
обеспечивают равномерную пористость, интенсифицируют процесс вспучивания:
хвосты ММС, шлак и горючие сланцы.
При введении в стекольную шихту глины,
лигнит-боксита, хвостов СМС, пыли электрофильтров образуется неравномерная
структура с открытыми и сообщающимися
порами, которая увеличивает водопоглощения и ухудшает теплозащитные свойства.
Таблица
1 – Влияние добавок на свойства стекломатериала
|
Вид
добавки |
Плотность исходной массы, кг/м3 |
Кратность уменьшения плотности
массы после обжига |
Коэффициент
вспучивания |
|
Без
добавки |
1715 |
5,7 |
0,20 |
|
Глина |
1730 |
6,2 |
0,20 |
|
Лигнит-боксит |
1670 |
6,7 |
0,21 |
|
Горючие
сланцы |
1590 |
8,3 |
0,2 |
|
Хвосты
СМС |
1690 |
6,2 |
0,15 |
|
Хвосты
ММС |
1715 |
5,4 |
0,22 |
|
Пыль
электрофильтров |
1530 |
5,2 |
0,22 |
|
Керамзитовая
пыль |
1600 |
5,5 |
0,20 |
|
Шлак
металлургический |
1715 |
5,8 |
0,20 |
Рисунок 1 – Влияние вида добавки на плотность
обожженной стекломассы
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()





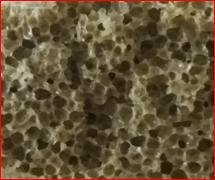


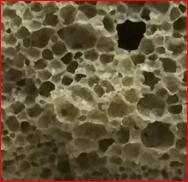
Рисунок 2 – Структура вспученной стекломассы с
различными добавками
Для оптимизации концентрации добавок в
стекольной шихте исследованы сырьевые массы с различным содержанием добавок.
Для обжига принят интервал температуры с наиболее вероятными преобразованиями в
шихтах.
Результаты исследований приведены в
таблицах 2 – 4.
Для обеспечения высокой равномерной
пористости стекломатериала
содержание добавки целесообразно ограничить 30 %. Наименьшее значение плотности
стекломассы при введении шлака – 270 кг/м3 при содержании добавки 20
%; при добавлении 30 % хвостов ММС – 360 кг/м3; при введении 20 %. горючих
сланцев 250 кг/м3 (рисунок
3). При увеличении содержания добавок свыше 40 % наблюдается рост плотности образцов,
ухудшение структуры.
Таблица 2 – Влияние
металлургического шлака свойства стекломассы
|
Состав
сырьевой шихты, % |
Плотность исходной массы, кг/м3 |
Кратность уменьшения плотности массы после обжига |
Коэффициент
вспучивания |
|
|
стеклобой |
шлак
металлургический |
|||
|
100 |
0 |
2070 |
5,5 |
0,20 |
|
90 |
10 |
2350 |
8,7 |
0,15 |
|
80 |
20 |
2230 |
7,8 |
0,15 |
|
70 |
30 |
2155 |
4,0 |
0,42 |
|
60 |
40 |
2220 |
3,2 |
0,30 |
|
50 |
50 |
2170 |
2,2 |
0,56 |
|
40 |
60 |
2145 |
1,6 |
0,70 |
|
30 |
70 |
2430 |
1,6 |
0,80 |
|
20 |
80 |
2340 |
1,5 |
0,83 |
|
10 |
90 |
2150 |
1,1 |
0,93 |
|
0 |
100 |
2350 |
1,3 |
0,95 |
Таблица 3 – Влияние хвостов ММС свойства стекломассы
|
Состав сырьевой
шихты, % |
Плотность исходной массы,
кг/м3 |
Кратность
уменьшения плотности
массы после
обжига |
Коэффициент вспучивания |
|
|
стеклобой |
хвосты
ММС |
|||
|
100 |
0 |
1750 |
3,4 |
0,35 |
|
90 |
10 |
2000 |
5,2 |
0,23 |
|
80 |
20 |
2070 |
5,6 |
0,21 |
|
70 |
30 |
2200 |
5,3 |
0,23 |
|
60 |
40 |
1850 |
1,9 |
0,60 |
|
50 |
50 |
2335 |
1,6 |
1,00 |
|
40 |
60 |
2320 |
1,3 |
1,00 |
|
30 |
70 |
2540 |
1,3 |
1,00 |
|
20 |
80 |
2450 |
1,1 |
1,00 |
|
10 |
90 |
2570 |
1,1 |
1,00 |
|
0 |
100 |
2560 |
1,1 |
1,00 |
Таблица 4 – Влияние
горючих сланцев свойства стекломассы
|
Состав
сырьевой шихты, % |
Плотность исходной массы,
кг/м3 |
Кратность
уменьшения плотности
массы после
обжига |
Коэффициент вспучивания |
|
|
стеклобой |
горючие
сланцы |
|||
|
100 |
0 |
1975 |
5,4 |
0,10 |
|
90 |
10 |
1870 |
7,4 |
0,20 |
|
80 |
20 |
1615 |
6,1 |
0,22 |
|
70 |
30 |
1875 |
3,8 |
0,35 |
|
60 |
40 |
1810 |
3,9 |
0,55 |
|
50 |
50 |
1800 |
2,3 |
0,60 |
|
40 |
60 |
1860 |
2,7 |
0,60 |
|
30 |
70 |
2035 |
2,7 |
1,00 |
|
20 |
80 |
2000 |
2,1 |
1,00 |
|
10 |
90 |
1960 |
1,8 |
1,00 |
|
0 |
100 |
1690 |
1,2 |
1,00 |
Рисунок
3 – Влияние концентрации добавок на плотность обожженной массы
Выводы. Пирогенные структурные превращения в стекольной шихте зависят от состава и концентрации
кремнеземсодержащей добавки.
Литература:
1. Казанцева,
Л.К. Особенности изготовления пеностекла из цеолитщелочной шихты / Л.К.
Казанцева, В.С. Соболева // Стекло и керамика. – 2013. – № 8. – C. 3 – 7.
2. Кетов, А.А.
Тенденции развития технологии пеностекла / А.А. Кетов, И.С. Пузанов, Д.В. Саулин // Строительные
материалы.– 2007. – № 9. – С. 28 – 31.