Строительство и архитектура/ 4. Современные строительные материалы
Студент.
Лебедева Н.А.,
Вологодский
государственный университет, Россия
Аспирант.
Сеничев В.П.,
Вологодский
государственный университет, Россия
К.х.н,
доц. Воропай Л.М.,
Вологодский
государственный университет, Россия
ПРОЕКТИРОВАНИЕ
МОДУЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ В ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ ПО ПРОИЗВОДСТВУ
АРБОЛИТА
В рамках выполненных
ранее исследований было выявлено, что ультразвуковое воздействие на
органический заполнитель в процессе производства древесно-цементного композита является
эффективным решением проблемы действия редуцирующих веществ, влияющее на
структурообразование и физико-механических характеристики арболита. В процессе
эксперимента были установлены оптимальные технологические пропорции, позволяющие
при заданных параметрах ультразвукового реактора обеспечить максимальный эффект
обработки. Для применения разработанной технологии в производстве арболита
необходимо разработать оборудование с параметрами, обеспечивающими эффективность
ультразвуковой обработки, полученной в результате лабораторных исследований. [1,2,3]
Для соблюдения всех
необходимых технологических требований в основу проекта принято было взять
технологическую схему производства арболитовых изделий, применяемую предприятиями,
ориентированными на серийное и крупносерийное производство продукции данного
вида.
Технологическая схема,
представленная на рисунке 1 наиболее полно отражает все этапы производства
арболитовых изделий и является основанием для разработки собственной технологии
в условиях конкретного производств [4]
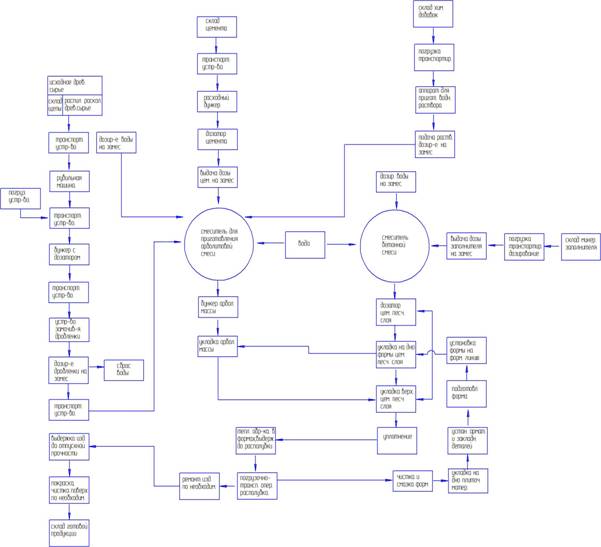
Рисунок 1 - Технологическая схема
изготовления арболитовых изделий.
Следует
отметить, что, новая схема производства позволяет сохранить все качественные
характеристики, предъявляемые к данному виду изделий.
В
связи с введением в технологический цикл нового ультразвукового способа
производства была поставлена цель разработать технологическую схему
производства арболита включающую ультразвуковой реактор и другое необходимое
оборудование для выполнения данного этапа работы. Для выполнения поставленной
цели решается задача разработать ультразвуковой модуль обработки древесного
заполнителя.
Для обработки
измельченной древесины по известным технологиям с целью уменьшения содержания
водорастворимых сахаров в технологических линиях предусмотрен узел, включающий
в себя емкость для замачивания древесины и обработки ее составом
минерализатора, устройством загрузки и выгрузки емкости, транспортной системой
для подачи обработанной древесины в дальнейший производственный цикл.
Применение данного оборудования характеризуется высокими металлоемкостью и
занимаемым объемом (в отдельных случаях используются бассейны для замачивания
щепы), но главный недостаток – длительное время обработки (от нескольких часов
до нескольких суток в зависимости от вида древесины). Данный технологический
фактор существенно осложняет производственный цикл, а в отдельных случаях может
привести к его разрыву и даже остановке.
Для применения
разработанной ультразвуковой технологии в производстве арболитовых изделий предложено
заменить оборудование для замачивания и химической обработки древесного
заполнителя на модуль ультразвуковой обработки. Данный модуль включает в себя
разработанный под производственную программу кавитационный реактор, систему
подачи и выгрузки обрабатываемого материала, рециркуляционную систему подачи
воды. Схема модуля ультразвуковой
обработки органического заполнителя представлена на рисунок 2.
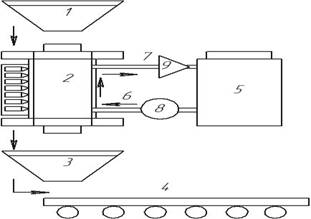
Рисунок 2 –
Схема модуля ультразвуковой обработки
Принцип работы модуля можно
представить следующим образом. Полученная в результате измельчения древесина
через бункер – дозатор 1 подается в кавитационный реактор объема V. Согласно данным лабораторных
исследований время непрерывной обработки в реакторе составляет 15 мин. [2]. В
процессе озвучивания в реактор непрерывно подается вода из емкости 5 по
напорной и сливной магистралям (6,7). В магистраль 6 при помощи реверсивного
насоса 8 подается вода при озвучивании системы. По окончании обработки жидкость
удаляется из реактора в емкость 5. Магистраль 7 оснащена обратным клапаном 9,
который задействуется при освобождении реактора. После обработки древесный
заполнитель через приемное устройство 3 и транспортную систему 4 подается в
смеситель для приготовления арболитовой смеси. Система подачи в реактор воды
должна быть оснащена фильтрами грубой очистки. Периодически, потери воды в
емкости 5 дополняются из общей системы. Полная замена воды в емкости 5
предусмотрена в случае сильных загрязнений, очистка системы фильтрации 2-3 раза
в смену.
Модульная схема дает
возможность оснащать типовые линии по производству арболитовых изделий
ультразвуковым оборудованием без внесения существенных проектных изменений.
Модуль отличается невысокими металлоемкостью и габаритными размерами,
относительной простотой монтажа и эксплуатацией. Главным достоинством служит
значительное сокращение технологического времени на обработку древесного
заполнителя, непрерывность технологического цикла, уменьшение производственных
площадей.
Таким образом, метод
ультразвуковой обработки древесного заполнителя может быть успешно реализован в
технологиях производства древесно-цементных композитов и, в частности арболита.
В результате экспериментальных исследований было установлено, что воздействие
ультразвука на древесный заполнитель в значительной степени повышает эффективность
экстрагирования редуцирующих веществ, что в свою очередь сокращает время
структурообразования композита и повышает его механические показатели. При
включении ультразвуковой технологии в производственный цикл отпадает
необходимость долгосрочной процедуры подбора сырья и предварительной обработки
заполнителя. Возможно сокращение производственных площадей за счет замены
складов и крупногабаритных емкостей для хранения заполнителя на модуль
ультразвуковой обработки, позволяющий в короткий срок, в течение
производственного цикла обеспечить технологическую линию готовым компонентом.
Литература:
1. Интенсификация
технологии производства арболита ультразвуковым способом обработки
органического заполнителя Осипов Ю. Р./ Воропай Л.
М./ Сеничев В.П// Актуальные проблемы строительства Материалы
международной научно-практической конференции студентов,
аспирантов, молодых ученых и докторант
ЧАСТЬ 1 Санкт Петербург, 15–17 апреля 2015
2.
Ультразвуковая технология в производстве
строительных композиционных материалов Осипов Ю. Р./ Воропай
Л. М./ Сеничев В.П/ Лебедева Н.А.// Материали за 11-а международна научна практична конференция, «Бъдещето
въпроси от света на науката», - 2015. Том 20. Технологии.
Здание и архитектура. София.
«Бял ГРАД-БГ» ООД
3. Эффективность применения
ультразвуковой технологии в процессе структурообразования древесно-цементного
композита Осипов Ю. Р./ Воропай Л. М./
Сеничев В.П. // Экология и промышленность России. Ежемесячный
научно-технический журнал 2016. Т.20 №2 с.4-8.
4.
Эффективность ультразвукового
воздействия в процессе экстрагирования редуцирующих сахаров в измельченной
древесине. Осипов Ю. Р./ Воропай Л. М./ Сеничев В.П//«AKTUÁLNÍ
VYMOŽENOSTI VĚDY - 2015» Materiály 11 mezinárodní vědecko-praktická
konference Praha-2015