Технічні науки/8.Обробка
матеріалів в машинобудуванні
Викладач Гончаренко М. В.
Студент групи ІМ(ТМ)-15 Білий М. В.
Центральноукраїнський
національний технічний університет, Україна
Відновлення
деталей машин термоциклічною обробкою
У практиці
ремонтного виробництва добре відомі методи відновлення розмірів зношених поверхонь
шляхом термічного, термодеформаційного або деформаційного впливу на поверхні,
які відновлюються [1,2]. Так, на Кіровоградському ремонтно-механічному заводі
ім. В. М. Таратути розроблений і впроваджений метод гідротермічної роздачі
поршневих пальців (рис.1) дизельних двигунів, який набув розповсюдження й на
інших заводах, які мають ремонтну базу. Суть методу складає прискорене
нагрівання зовнішньої поверхні відновлюваної деталі до температури вище точки А на 50-90°С і
охолодження шляхом прокачування через центральний отвір охолоджувальної рідини,
що фіксує об'ємне розширення металу і створює структури загартування як у
зовнішніх, так і у внутрішніх шарах металу. Свого розвитку цей спосіб набув у
способі термоциклічного відновлення поршневих пальців автотракторних дизелів із
цементувальних марок сталей, який реалізується наступним чином (рис.2).
Зношений поршневий палець вимірюють по основному розміру й визначають величину
роздачі за формулою
![]()
де Δd - величина роздачі, п - величина зношення; Т- припуск на механічну обробку [3].
Далі виконуються етапи ТЦО з
допомогою високочастотної індукційної установки f = 2500 Гц, N = 45 КВ і пристрою для підводу охолоджувальної рідини.
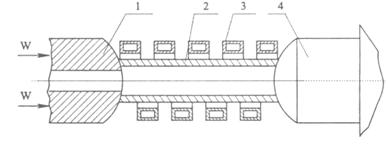
Рис. 1. Схема гідротехнічної роздачі поршньового пальця
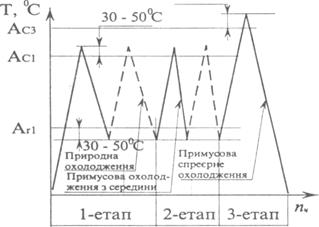
Рис. 2. Схема термоциклічного відновлення поршньового пальця
На першому етапі виконується
прискорене нагрівання зношеного пальця до температури вище точки Ас1 + (30-50 °С) з охолодженням на
повітрі до температури Аr1 - (30-50 °С) і кількістю циклів 3-5, під час яких в поверхневому шарі й
глибинних шарах металу формується структура дрібно-голчастого мартенситу та
знімаються внутрішні напруження, що виникли в процесі експлуатації поршневого
пальця. На другому етапі виконується кілька термоциклів з прискореним
нагріванням до температури Ас1 + (30-50 оС) і примусовим охолодженням до
температури Аr1 - (30-50 оС) шляхом пропускання охолоджувальної рідини через
центральний отвір поршневого пальця. Це дозволяє поступово наблизитись до
необхідного післяремонтного розміру (рис.3), не створюючи великих
термонапружень у металі. Кількість термоциклів на цьому етапі визначається
шляхом постійного контролю розміру відновлюваної поверхні. На третьому етапі з
метою отримання необхідних показників структури й механічних властивостей
виконується прискорене нагрівання до
температури вище точки Аc3 на 50-80 оС зі спреєрним охолодженням до кімнатної температури. Швидкість нагрівання
на різних етапах ТЦО в середньому складає V1 = 400-500 oC/c, а
охолодження V2 = 3-5 oC/c; V3 = 1400-1600 oC/c; V4 = 600-800 oC/c.
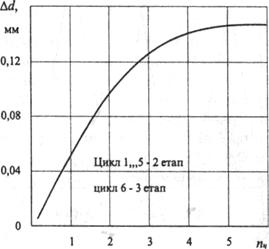
Рис. 3. Залежність приросту
діаметру пальця від кількості термоциклів
При
практичному впровадженні відновлялись зношені поршневі пальці зі сталі 12ХНЗА
дизельних двигунів типу ЯМЗ. Геометричні параметри пальців: діаметр – 50 мм;
довжина – 110 мм. На першому й другому етапах ТЦО нагрівання виконувалося до
температури 765 ± 10 °С; на третьому - до температури 860 ± 10 °С. Після відновлення
були отримані результати, які наведені в табл. 1.
Таблиця 1
Характеристика
відновлених поршневих пальців
|
Спосіб |
∆d, мм |
Твердість |
Корсето- подібність,мм |
Кількість браку,*
% |
Відносна довговічність** |
|
|
поверхня |
серцевина |
|||||
|
Гідротермічна роздача |
0,12 |
58-62 |
42-62 |
0,028 |
22 |
1 |
|
Термоциклічне відновлення |
0,16 |
58-62 |
20-35 |
0,012 |
4 |
1,4 |
* Тріщини
та внутрішнє руйнування
** При випробуванні
відремонтованих двигунів
При відновленні внутрішніх поверхонь деталей з великими розмірами зі сталі
або чавуну (наприклад, гільз циліндрів двигунів внутрішнього згоряння) діє
спосіб, заснований на створенні в матеріалі деталі градієнту температур за
рахунок впливу на деталь джерел нагрівання та охолодження [4].
У процесі відновлення в деталі створюється
осьовий (по довжині деталі) градієнт ![]() великої крутизни
шляхом її безпрерервно послідовного нагрівання токами високої частоти від
відповідних джерел нагрівання та охолодження.
великої крутизни
шляхом її безпрерервно послідовного нагрівання токами високої частоти від
відповідних джерел нагрівання та охолодження.
На
епюрі (рис. 4) показана зміна
температурного поля ΔТ на вузькій ділянці довжини Δ L деталі у
вигляді циліндра. Для досягнення
необхідної величини радіальної деформації є ділянка нагрівання Δαо коливається
в межах 2-
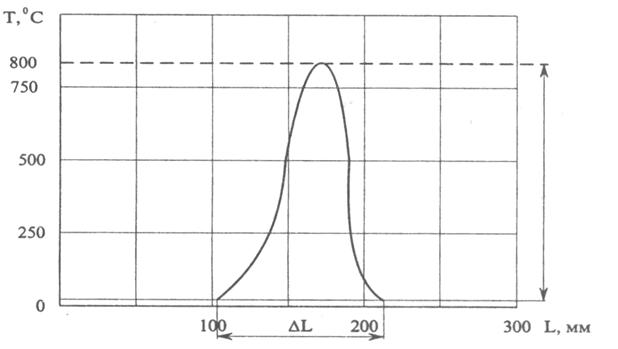
Рис.4. Градієнт температур по довжині циліндра під час
відновлення
термоциклічною обробкою
Перепад температур ΔT між холодними та нагрітими ділянками і кут нахилу α (крутизна) залежать в основному від потужності
джерела нагрівання, висоти індикатора та швидкості переміщення деталі відносно
джерела нагрівання.
У
результаті створення температурного градієнту виникають теплові (термічні) напруження,
що різко змінюються як від точки до точки тіла, так і в кожній точці в часі.
При цьому в нагрітих ділянках (на довжині ΔL) -
виникають кругові напруження стискання, а в холодних (за межами ділянки довжині ΔL) - напруження розтягування. Нагріті
ділянки металу прагнуть розширитися, але цьому перешкоджають більш холодні
ділянки циліндра, тому нагріті ділянки стають стиснутими й, у свою чергу, діють
на холодну частину циліндра як симетрично прикладена сила розтягування.
Оскільки межа міцності металу з підвищенням температури падає, то буде
відбуватися деформація в бік стискання, тобто до середини циліндра.
Література.
1.
Куманин. В. И., Ковалева Л. А., Алейникова И. Л.
Залечивание повреждений в перлитной стали методом ТЦО // Термоциклическая обработка
металлических издел. - Л., 1982. - С. 78-81.
2.
Червоиванов ВУ.
И., Андреев В. П. Новые технологические процессы и оборудование для
восстановления деталей сельскохозяйственной техники. - М.: Высшая
школа, 1983. - 95 с.
3.
Черновол. М.И. Восстановление и
упрочнение деталей
сельскохозяйственной техники:
Учебное пособие. - УМКВО, 1989. - 256 с.
4.
Черновол. М.И. и др. Повышение
качества восстановление
деталей машин. - К.: Техніка,1989. - 169 с.