Рычаг типті автотрактор
бөлшектерін қатыру тәсілімен қалпына келтіру және
беріктігін жоғарылату кезіндегі үрдістің жалпы сұлбасы
ЫСҚАҚ Е.Н., ӘБІЛДАЕВ Н.
Ә., БЕКТАС Д.Б., БАЙНИЯЗОВА А.Т., АХМЕТОВА Г.
(Қорқыт Ата атындағы
ҚМУ, Қызылорда қаласы)
Метал беттігін
қажалуға төзімді қорытпалармен қаптау
үрдісі кезінде жылу механикалық, физика-механикалық
құбылыстар кинетикасын және олардың уақыт
мөлшерінің сипаттамасы әсерінің үлкен екенін
ескеру керек.
Қаптаманың қату
кезіндегі қабатының қалыңдығы олардың
орташа температурасы «ликвидус» сызығынан төмен болған кезде
металдың балқымамен түйісу шекарасы арқылы максимальды
жылу ағыны өту сәтінде максимальды жылдамдықпен
өседі. Бұндай жағдай балқымамен метал арасындағы
температура айырмасы максимальды және балқыма температурасы
мүмкіндігінше минимальды болғанда жүзеге асады. Бұндай
жағдайды үлгіні балқыма ваннасына батыру алдында
суытқанда жүзеге асыруға болады, бірақ суық метал
бетіне балқыма қатпайды.
Металдың жанасуының
пайда болуының негізгі шарты ол сүйық қорытпа
ваннасының метал беттігін жууы, сонымен қатар беттік
күштерінің жоғары белсенділігі, ондай жағдай өте
таза беттіктерде болады. Таза беттіктерді аталған температурада
қышқылданған атмосферада алу флюстер көмегімен іске
асады. Тілік беттігін адсорбирленген заттармен қақтардан флюстер
тазалаумен қатар оларды қышқылданудан сақтаумен бірге
жылжымалы, тез ағатын және металменен балқыма
арасындағы жасуға кедергі жасамау. Бір жағынан флюс керекті
мөлшерде тіліктің тік беттігінде жабысып тұру үшін
тұтқыр болу керек.
Жоғарыда айтылғандай
әртүрлі факторлардың
кері әсері болатынын ескере отырып температуралық режимдерімен
флюстер құрамын анықтау керектігі туындап отыр. Қатыру
тәсілімен қаптама алу кезінде ең маңызды
факторлардың бірі болып бөлшекті балқымаға батыру
жылдамдығы саналады. Бір жағынан ол максимальды болу керек.
Бұл кезде тілікті жоғарғы және төменгі
бөлшектері ваннада болу уақыты минимальды болады, осыған орай
қатқан қабаттың пайда болу қызулық
жағдайында биіктігі аз өзгереді. Екінші жағынан
қатқан қабаттың тұтастығын қамтамасыз
ету үшін балқыған қорытпа ваннасының
сұйық металы тілік беттігінен жаңа қабат пайда болуына
дейін флюс қабатын итеріп шығаруы керек.
Метал тілігін сұйық
метал ваннасына батыру кезінде қатқан қабат
қалыңдығынан жоғары болатын маталдың көшуі
себебші.Тілікті балқымаға батыру жылдамдығы жанасу
аймағындағы флюстердің көшу жылдамдығына
сәйкес келу керек. Сөз жоқ негізгі фактор болып саналатын
жылдамдықты шектейтін флюстерге тән тұтқырлық
қасиетін ескере отырып оның ламинарлық режимде өтетінін
айтуымыз керек. Осындай жылдамдықты сонымен қатар тіліктің
балқымаға ену жылдамдығын анықтау үшін
үрдістегі флюстың ыдырауына және металдың жабысуына
әсер ететін негізгі қозғалыс күштерін
қарастыруымыз керек. Үрдістегі қозғалыс күштері
болып беттікке тарту капиллярдық күштері саналады. Бұл
күштердің ерекшіліктері қатқан қабаттын
түзелуіне әсер ететін металдардың беттік қуаты кем
дегенде тоттығу клмпозиттерінен біздің жағдайда флюстер бір
есеге жоғары болуы керек.
Қатқан метал
қабатының түзелу аймағынан флюстерді ыдыратудың
қозғалыс күштеріне жеңіл флюстердің
қалқып шығу күштерін жатқызуға болады,
көптеген жағдайда ол балқыма металына қарағанда
2-3 есе жеңіл келеді. Қатқан қабаттың
бастақты түзілуінде болатын үрдіске қысқаша
талдаудан көріп отырғанымыздай бұл үрдістің
өте күрделі екенін көрсетеді.
Қатырылған
қабат алу үрдісі өзара флюс қабатымен бөлінген
қатты тілікпен сұйық маталдан тұратын екі метал
беттігінің жанасуынан басталады. Негізінен беттіктер жанасуы арадағы
флюс қабатын ығыстырып шығарғаннан кейін іске асады, ал
оған дейін флюстың тұтқыр сұйығы шетінен
бастап қуыс канал арқылы тартылыс күштер әсерінен
ығыса бастайды. Осы үрдістің есептік сұлбасы 1-суретте
көрсетілген. Суретте көрсетілгендей өлшемдік сипаты бар тілік
(1) балқытылған сұйыққа (2) енгізіледі, ену
барысында флюс қабатын (3) Ғ күштері әсерімен
ыдыратады. Бұл есептік сұлбада алғашқы этапта керекті
тереңдігі ескерілмейді (1-суретте штрих сызығымен
көрсетілген).
Алғашқы
жанасудың пайда болу сұлбасы
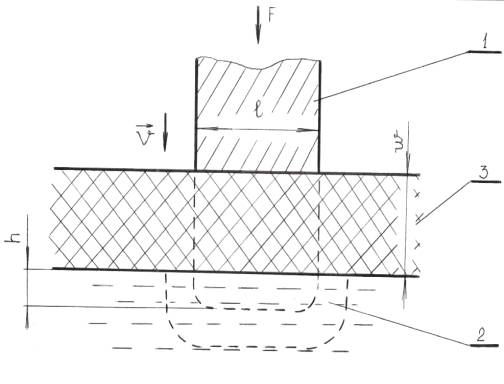
1-тілік;
2-сұйық балқыма; 3-флюс қабаты;
1-сурет.
Келесі ескерілмеген
факторлардың бірі болып температуралардың әсері, бұл
жерде біз флюс және ванна температураларын тұрақты деп алып,
сондықтан тұтқырлықтыда тұрақты деп санаймыз.
Эксперименттегі ℓ және Ę геометриялық сипаттарын
жеңіл анықталады деп алсақ және флюс
тұтқырлығын сынақ температурасында өлшегеннен
кейін беттіктердің бір-біріне жақындау жылдамдығымен соны
атқаратын күш арасында байланыс барын байқаймыз.
Бұндай есептер
майлаудың гидродинамикалық теориясында шешімін тапқан, оны
үйкеліс беттіктерін майлау шарттарын қамтамасыз ету үшін екі
беттік арасындағы май қабаты қысылады деп санаймыз.
Метал беттіктері бір-біріне
Ư жылдамдығымен жақындауын қамтамасыз ететін Ғ
күшін төмендегі формула арқылы табамыз.
4
μ·U۬۬·ℓ
Ғ=K ----------;
Ę
бұл жерде Ғ – ванна бетіне тілікті
қысатын күш;
К – эмпириялық
коэффициент, К≈6;
μ – флюс тұтқырлығы,
Па∙с;
Ư –
беттіктердің жақындау жылдамдығы, м/с;
ℓ – тілік
беттігінің өлшем сипаты, м;
Ę – флюстың
орташа қалыңдығы, м;
Белгілі: μ =0,1 Па∙с; ℓ=0,01м;
Ę=0,00001м; мәндерін ала отырып флюс қабатын 1 сек.
Тесу үшін F=7н күш жұмсаймыз.
Жоғарыда айтылғандай
бұл есептік сұлбада ванна беттігі түсірілетін күш
әсерін майысатынын ескермейміз.
Бұл жерде 1-суреттегі белгілерден басқа
Ę2 –
көлденең беттіктегі флюс қалыңдығы және
ĘВ – тіліктің
жоғарғы қабырғасындағы флюс
қалыңдығы енгізілген, біздің жағдайда ĘВ= Ę2= Ę деп есептейміз.
Үлгінің
көлденең және жоғарғы беттіктер арасындағы
қырдағы флюс қабатында өтетін майысу
аймағында Ę=h кезінде
коэффициенті 2 тең жергілікті кедергі орын алады. Егер һ>Ę
болған жағдайда беттіктердің жанасуы тіліктің жиегімен
сұйық метал бетінен ығысып шығуына дейін өтіп
қатқан қабатта шлак пайда болады.
Көлденең беттікте
(жиегінде) метал жанасуының пайда болуын Ғ күшін
сұйық метал бетіне әсер ететін гидростатикалық
күшке тең және
һ=Ę=0,00001м деп алып 4
μ·U۬۬·ℓ
Ρ – g∙h·ℓ² =K
----------
3
Ę
бұл жерде Ρ – метал ваннасының тығыздығы
g – еркін
құлау үдеуі
(12) теңдеуден
Ę = һ болғанда
4
Ρ∙g∙Ę
u= ------------
k∙μ∙ ℓ²
h
h 3
Осыдан u=----; Г=------ · 10 c, 10х10 мм болатын беттіктен
флюстың
Г u
ығысуы 3 сағат.
Көлденең бетігі жиегінен өлшемі осындай тіліктен
сұйық металға жәй батыру арқылы флюсты
ығыстыра алмаймыз.
ПАЙДАНАНЫЛҒАН
ӘДЕБИЕТТЕР ТІЗІМІ
1. Износостойкая защита конструкции:
Справочник /Н.И.Понаморенко, А.М.Гижель,
Л.С.Мочан –Киев. :Будівельник, 1986.-136с
2.
Повышение
износостойкости деталей оборудования методами напыления и сварки. – Харьков:
Прапор, 1986.-24с.
Түйіндеме
Мүжілген бөлшектерді қалпына
келтіру немесе жақсы бөлшектердің жұмыс мерзімін
ұзарту кезінде бір тұтас дене алу үшін бөлшек металымен
балқыма арасындағы жүретін үдеріс сипаты және
әсер ететін негізгі факторлар келтірілген.