Технические науки/8. Обработка материалов в машиностроении
К.т.н. Бобрышев А.А., к.т.н. Рылякин Е.Г., к.т.н. Лахно
А.В.
Пензенский
государственный университет архитектуры и строительства,
Россия
Технология ремонта и восстановления
изделий
из пластмасс и полимерных композитов
Замена традиционных материалов
(металлы, сплавы, стекло) используемых в машиностроении композитными
материалами на полимерной матрице протекает интенсивно. В этой связи вопросы
ремонта изделий из таких материалов на стадиях производства, эксплуатации
являются весьма актуальными и важными.
Для восстановления
и ремонта изделий из композиционных материалов на основе пластических масс
(термопластов, реактопластов) существует несколько методов: механическое
соединение материалов; клеевое соединение материалов; сварное соединение. Применение того или иного вида соединения зависит от типа
нагрузок (статические, динамические, усталостные), технологичности в процессе производства, стоимости
исполнения, серийности и от специальных условий (необходимости получения съемных, подвижных или других видов соединений) [1, 2].
|
|
|
|
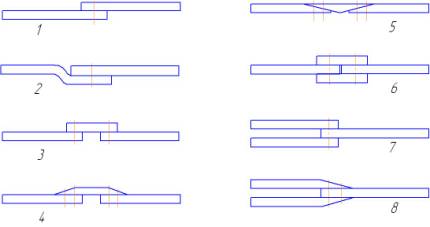
Рисунок 1 – Типы механических соединений
деталей из полимерных композитов: |
|
|
Простые
соединения 1 – обычное нахлесточное; 2 – нахлесточное с изгибом; 3 – стыковое с простой накладкой; 4 –стыковое со скошенной накладкой; 5 – соединения в ус с накладкой. |
Двойные
соединения 6 – стыковое с двумя накладками; 7 –двустороннее нахлесточное; 8 – скошенное двустороннее нахлесточное |
Механические соединения композитных деталей
различаются
по геометрии соединений, видам используемых металлических креплений: клепаные,
резьбовые и штифтовые. Могут осуществляться и механические соединения слоистых и
дисперсных полимерных композитов с металлами, деревом, резиной, стеклом (для
этого они совмещаются, сверлятся и соединяются заклепками, болтами, винтами или
штифтами) [1]. Следует отметить, что механически соединяются изделия
на основе пластических масс как вновь изготавливаемые, так ремонтируемые. На рис.1 представлены типы соединений
изделий из дисперсных и волокнистых композитов на основе пластических масс [1]. Каждый из выше перечисленных методов имеет свои
недостатки. Изделия соединенные механически ослаблены элементами отверстий,
пазов, не эстетичны, не имеют гладкую внешнюю поверхность, места соединений не
герметичны, не однородны и т. д.
Сварка и склеивание применяется для неразъемных
соединений пластмассовых деталей или полуфабрикатов –пленок, листов, труб. При
сварке участки свариваемых поверхностей нагреваются до температуры плавления и
соединяют при сравнительно небольшом давлении (0,1…1,0 МПа). При этом происходит
взаимная диффузия свариваемого материала в зоне контакта [2]. Следует особо отметить,
что сварке подвергаются изделия
только на основе термопластичных пластмасс (полиэтилен, полипропилен,
поливинилхлорид и т. п.), места сваривания имеют меньшие прочностные показатели
вследствие деструкции макромолекул полимеров в зоне контакта сварки.
Физико-химический процесс склеивания сложен и
недостаточно изучен. Разрушение клеевого соединения происходит либо на границе
клеевого слоя с подложкой, либо по самому клеевому шву, в зависимости от
соотношения сил адгезии и когезии. Адгезия клея, прежде всего определяться
диффузией клея в подложку, его адсорбционным взаимодействием со склеиваемыми
поверхностями, электрическим взаимодействием поверхности подложек и клея, а
также образованием механических и химических связей между ними [2].
В качестве основы клеев используют
следующие промышленные адгезивы:
1. Термопластичные (акриловые,
целлюлозные, сульфоновые, виниловые, резиноподобные, неорганические,
натуральные);
2. Термореактивные (эпоксидные,
фенолоформальдегидные, полиэфирные, полиимидные, карбомидные).
Классическими для соединений
адгезионного типа являются следующие: соединения в ус, нахлесточное со скосом,
простое нахлесточное и модифицированное нахлесточное. На рис. 2. схематично
изображены эти виды соединений. Каждый из типов соединений имеет свои
преимущества в зависимости от характера и направления приложения нагрузок.
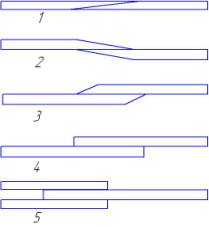
Рисунок 2 – Типы клеевых соединений деталей из композитов:
1 – в ус; 2 – нахлесточное
со скосом; 3 – простое
нахлесточное;
4 – двойное нахлесточное; 5
– модифицированное нахлесточное
К
недостаткам адгезионных соединений можно отнести:
1. После
отверждения связующего соединение становится неразъемным;
2. Сопротивление
ползучести при повышении температуры невелико для большинства типов адгезивов;
3. Эффективность
полученных связей зависит от точности взаимного расположения деталей [1].
Проведенные
экспериментальные исследования показали,
что наиболее высокие физико-механические и эксплуатационные показатели имеют механо-клеевые соединения, получаемые совмещенным
методом.
Литература:
1. Справочник по
композиционным материалам. 2 том / Под ред. Дж. Любина. М.: Машиностроение,
1988. – 580 с.
2.
Технология пластических масс / Под ред. Брацыхина Е.А. Издательство
«Химия», 1982. – 325 с.
3.
Лахно А.В. Универсальный
эпоксиполиуретановый композитный клей для ремонта элементов кузова автомобиля /
А.В. Лахно, А.Н. Бобрышев. Пенза: ПГУАС, 2006. – 99 с.