Технические науки/ 6.
Электротехника и радиоэлектроника
К.т.н. Корнієнко В.І., Гуркало Н.О.
Національний гірничий університет, Україна
Дослідження
ефективності спектрального пристрою
контролю
процесів рудопідготовки
Прямі
методи і засоби контролю властивостей руди, що переробляється, вимагають
значних витрат ручної праці, тому істотний розвиток одержали пристрої контролю
по спектральним складовим активної потужності, споживаної приводними двигунами
технологічного устаткування. Іх принцип дії заснований на виділенні й обробці
складових активної потужності, обумовлених взаємодією робочих органів
технологічного устаткування з рудними частками.
Через
обертання робочих органів інформація про навантажувальний момент у спектрі
відображається на оборотній частоті технологічного апарата і у діапазані до
подвійної оборотної частоти. Наприклад, для конусних дробарок рівень ![]() складової на частоті
хитань рухливого конуса пропорційний функції міцності і крупності вихідної
руди, а рівень
складової на частоті
хитань рухливого конуса пропорційний функції міцності і крупності вихідної
руди, а рівень ![]() складових у смугах
біля частоти хитань пропорційний функції крупності вихідної руди [1].
складових у смугах
біля частоти хитань пропорційний функції крупності вихідної руди [1].
З метою зниження похибки
контролю шляхом підвищення вибірковості до інформативних складових у відомих
пристроях [2] реалізується метод синхронної демодуляції, заснований на теоремі
модуляції (змішування) [3]:
![]() ,
,
де ![]() – час;
– час; ![]() – частота;
– частота; ![]() – часовий сигнал і
його перетворення Фур'є.
– часовий сигнал і
його перетворення Фур'є.
Недоліком
такого підходу є виникнення паразитної складової, що обмежує вибірковість по
верхній границі, а також велика інструментальна похибка.
На відміну від відомих
підходів пропонується виконувати демодуляцію сигналів по методу спектральної
лупи, заснованого на теоремі зсуву [3]:
![]() ,
,
при
якому не виникає паразитна складова у спектрі квадратурного сигналу.
Демодуляція виконується по схемі на
рисунку і включає наступні операції:
- предфільтрацію сигналу потужності ![]() [вихідний сигнал
[вихідний сигнал ![]() ];
];
- дискретизацію сигналу аналогового предфільтра ![]() [
[![]() ];
];
- зсув дискретного сигналу ![]() на опорну частоту
на опорну частоту ![]() [
[![]() ];
];
- цифрову низькочастотну фільтрацію квадратурного сигналу
![]() [
[![]() ];
];
- цифрову смугову фільтрацію квадратурного сигналу ![]() [
[![]() ];
];
- усереднення сигналу цифрової низькочастотної фільтрації
![]() [
[![]() ];
];
- усереднення сигналу цифрової смугової фільтрації
![]() [
[![]() ].
].
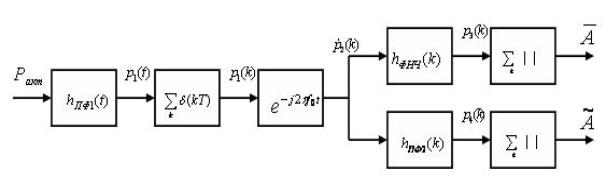
Рис. Схема обробки сигналів в
спектральному пристрої контролю
Для оцінки якості демодуляцїї сигналів методом спектральної лупи у середовищі
Matlab виконано моделювання обробки сигналу
активної потужності, споживаної приводним двигуном конусної дробарки
ККД-1500/180 [2].
Для цього сигналу математичне очікування
частоти хитань рухливого конуса під навантаженням складає ![]() з варіацією
з варіацією ![]() . Спектр перемінної складової навантажувального моменту
знаходиться в смузі від
. Спектр перемінної складової навантажувального моменту
знаходиться в смузі від ![]() до
до ![]() . Тоді смуга пропущення аналогового предфільтра складає
від
. Тоді смуга пропущення аналогового предфільтра складає
від ![]() до
до ![]() , а цифрового смугового фільтра – від
, а цифрового смугового фільтра – від ![]() до
до ![]() .
.
Частота зрізу цифрового фільтра нижніх частот ![]() визначається варіацією
частоти хитань конуса і складає
визначається варіацією
частоти хитань конуса і складає ![]() .
.
В результаті моделювання визначено, що порядок цифрових
фільтрів Баттерворта повинен бути більше 6. Це забезпечує похибку фільтрації
менше 1 %.
В цілому
розроблений алгоритм обробки сигналів підвищує точність спектральних пристроїв
контролю за рахунок покращення їхньої вибірковості на –1,34 дБ на кожний порядок
фільтра в порівнянні з методом синхронної демодуляції (на –9,28 дБ у порівнянні
з прямою фільтрацією), а також за рахунок зниження інструментальної похибки
цифрових пристроїв до 1-2 %.
Список літератури
1.
Корниенко
В.И., Качан Ю.Г. Способ автоматического контроля крупности и крепости исходного
материала конусной дробилки. А.с. № 1378918, выдано 07.03.1988, Б.И. № 9.
2.
Качан
Ю.Г., Корниенко В.И., Лошкарев Л.И. Испытания устройства контроля крупности
исходной руды конусной дробилки// Горный журнал. – 1990. – № 1. – С. 59-60.
3.
Скляр Б. Цифровая связь.
Теоретические основы и практические применения. – М.: Изд. дом «Вильямс», 2003.
– 1104 с.