Технические
науки/8. Обработка материалов в машиностроении
УДК 621.9.06
д.т.н., проф. Кузнецов
Ю.Н., к.т.н., доц. Дмитриев Д.А.,
ас. Подольский М.И.,
студ. Владимиров Л.С.
НТУУ "Киевский политехнический институт"
Херсонский национальный технический университет
ФУНКЦИОНАЛЬНОСТЬ
СВЕРЛИЛЬНО-ФРЕЗЕРНОГО СТАНКА НОВОЙ КОМПОНОВКИ
Постановка проблемы. Применение оборудования с механизмами параллельной
структуры (МПС), является необходимостью, вызванной расширением функциональных
возможностей, уменьшением трудоемкости изготовления сложных деталей, повышением
точности и надежности [1,3]. Считается экономически оправданным использование
многофункционального оборудования при концентрации различных операций на
оборудовании одного класса. Так, современный станок рассматривается, как
агрегатно-модульный комплекс способный выполнять все основные виды резания и
вспомогательные операции при этом возрастает масса и габариты самого
оборудования, а рабочее пространство и класс обрабатываемых деталей расширяется
незначительно. Поэтому существует необходимость поиска новых оптимальных компоновок
и конструкций станков с параллельной кинематикой (СПК) для обеспечения
эффективности движений исполнительного органа (ИО) по рабочему пространству
(РП) станка.
Цель исследования. Изготовить в натуральную величину опытный стенд сверлильно-фрезерного
станка новой пирамидальной компоновки [2]. Выполнить анализ
движений ИО и определить рабочее пространство станка с помощью натурного макета
и трехмерной модели с программно-управляемыми движениям ИО с инструментальной
системой.
Анализ предыдущих исследований. В основу станков с МПС
положена классическая платформа Гофа-Стюарта (Гексапод – кинематическое
соединение шести штанг переменной длины), данный модуль применяется в
подвешенном состоянии и перевернутым, обусловлено это особенностью расположения
обрабатываемой детали на столе станка. Приводным органом станка‑гексапода
являются телескопические (раздвижные) штанги переменной длины, содержащие в
себе конструктивные элементы, влияющие на металлоемкость и массивность всего
механизма [4]. Первые попытки снизить массивность и металлоемкость механизма
были предприняты путем уменьшения количества штанг до трех (Рис.1) и вводом
дополнительных кинематических цепей [5] таких, как, линейные модули перемещения,
ограничивающих шарнирно-скользящих стержней, специальных стабилизирующих муфт и
т.п. [3].
Рис.1. Трипод
с трехкоординатным приводом позиционирования подвижной платформы [5]
Однако задача не была
решена полностью, поэтому следующие предложения по уменьшению недостатков
сводятся к замене штанг переменной длины штангами постоянной длины в виду их
очевидных преимуществ.
Основная часть. Авторами предложен многокоординатный
сверлильно-фрезерный станок повышенной жесткости (Рис.2, а), который имеет укороченную
длину штанг. Жесткость упругой пространственной рамной системы обеспечена
конструктивным, а не металлоемким повышением сопротивления поперечных сечений
кинематических звеньев и станины. Применение данной компоновки предполагает возможность обработки сложных конструктивных поверхностей.
Для изучения
положений кинематических звеньев при формообразующих движениях ИО в условиях резания и кинетостатического анализа пирамидальной компоновки изготовлен макет станка в натуральную величину с инструментальной системой.
Макет станка имеет
жесткую массивную раму (основание) и легкую коробчатой формы конструкцию
направляющих, штанги постоянной длины.
|
|
|
|
а) |
б) |
Рис.2.
Кинематическая схема – а), характерные положения
опытного
макета
сверлильно-фрезерного станка – б)
Для углубленного анализа
движений ИО, а также исследования рабочего пространства сверлильно-фрезерного
станка с применением штанг постоянной длины, разработан дополнительный программный модуль в
трехмерной графической среде 3DStudioMAX компании Autodesk.
Ниже приведен основной расчетный фрагмент программы, например, для движения ИО
станка (модели) по координате Z.
|
on spnZIO changed val do ( $RuhomaPlatforma.pos.z = val --переменные определяющие первую
направляющую A x1A = $NaprPoint01A.pos.x x2A=
$NaprPoint02A.pos.x y1A =
$NaprPoint01A.pos.y y2A =
$NaprPoint02A.pos.y z1A =
$NaprPoint01A.pos.z z2A =
$NaprPoint02A.pos.z k1A
= (x2A-x1A)/(z2A-z1A) k2A =
(y2A-y1A)/(z2A-z1A) --переменные определяющие вторую
направляющую B x1B = $NaprPoint01B.pos.x x2B=
$NaprPoint02B.pos.x y1B =
$NaprPoint01B.pos.y y2B =
$NaprPoint02B.pos.y z1B =
$NaprPoint01B.pos.z z2B =
$NaprPoint02B.pos.z k1B
= (x2B-x1B)/(z2B-z1B) k2B =
(y2B-y1B)/(z2B-z1B) --переменные определяющие третью
направляющую С x1C = $NaprPoint01C.pos.x x2C=
$NaprPoint02C.pos.x y1C =
$NaprPoint01C.pos.y y2C =
$NaprPoint02C.pos.y z1C =
$NaprPoint01C.pos.z z2C =
$NaprPoint02C.pos.z k1C
= (x2C-x1C)/(z2C-z1C) k2C =
(y2C-y1C)/(z2C-z1C) --переменные положения в пространстве
шарнира A расположенного на
суппорте aA =
$SharnirA.pos.x bA =
$SharnirA.pos.y cA =
$SharnirA.pos.z RA =
$ShtangaA.height --переменные положения в пространстве
шарнира B расположенного на
суппорте aB =
$SharnirB.pos.x bB =
$SharnirB.pos.y cB =
$SharnirB.pos.z RB = $ShtangaB.height |
--переменные положения в пространстве
шарнира С расположенного на суппорте aC =
$SharnirC.pos.x bC =
$SharnirC.pos.y cC =
$SharnirC.pos.z RC =
$ShtangaC.height --коэффициенты в расчетной формуле
(каретка A) S1A =
(1+k1A^2+k2A^2) S2A = (-2*k2A^2*z1A+2*y1A*k2A+2*x1A*k1A-2*k2A*bA-2*cA-2*k1A*aA-2*k1A^2*z1A) S3A =
k2A^2*z1A^2-2*k2A*z1A*y1A+y1A^2+k1A^2*z1A^2-2*k1A*z1A*x1A+x1A^2+bA^2+2*aA*k1A*z1A-2*aA*x1A+aA^2-RA^2+2*bA*k2A*z1A-2*bA*y1A+cA^2 --коэффициенты в расчетной формуле
(каретка В) S1B = (1+k1B^2+k2B^2) S2B =
(-2*k2B^2*z1B+2*y1B*k2B+2*x1B*k1B-2*k2B*bB-2*cB-2*k1B*aB-2*k1B^2*z1B) S3B =
k2B^2*z1B^2-2*k2B*z1B*y1B+y1B^2+k1B^2*z1B^2-2*k1B*z1B*x1B+x1B^2+bB^2+2*aB*k1B*z1B-2*aB*x1B+aB^2-RB^2+2*bB*k2B*z1B-2*bB*y1B+cB^2 --коэффициенты в расчетной формуле
(каретка С) S1C =
(1+k1C^2+k2C^2) S2C =
(-2*k2C^2*z1C+2*y1C*k2C+2*x1C*k1C-2*k2C*bC-2*cC-2*k1C*aC-2*k1C^2*z1C) S3C =
k2C^2*z1C^2-2*k2C*z1C*y1C+y1C^2+k1C^2*z1C^2-2*k1C*z1C*x1C+x1C^2+bC^2+2*aC*k1C*z1C-2*aC*x1C+aC^2-RC^2+2*bC*k2C*z1C-2*bC*y1C+cC^2 --расчет
каретки A $OporaA.pos.z
= (-1*S2A + sqrt(S2A^2 - 4*S1A*S3A))/(2*S1A) $OporaA.pos.x
= k1A*($OporaA.pos.z - z1A) + x1A $OporaA.pos.y
= k2A*($OporaA.pos.z - z1A) + y1A --расчет
каретки В $OporaB.pos.z
= (-1*S2B + sqrt(S2B^2 - 4*S1B*S3B))/(2*S1B) $OporaB.pos.x
= k1B*($OporaB.pos.z - z1B) + x1B $OporaB.pos.y
= k2B*($OporaB.pos.z - z1B) + y1B --расчет
каретки С $OporaC.pos.z
= (-1*S2C + sqrt(S2C^2 - 4*S1C*S3C))/(2*S1C) $OporaC.pos.x
= k1C*($OporaC.pos.z - z1C) + x1C $OporaC.pos.y
= k2C*($OporaC.pos.z - z1C) + y1C |
Подвижная платформа,
места соединения шарниров и штанг, их длина и положение связаны переменными
через математические зависимости, которые влияют на свойства объектов
трехмерной модели.
Координаты
положения кареток на направляющих станка подчиняются зависимости:
|
|
(1) |
где
![]() ;
;
![]() ;
;
![]()
![]() – коэффициенты;
– коэффициенты;
a
– координата x
шарнира, расположенного
на подвижной
платформе;
b
– координата у шарнира, расположенного на подвижной платформе;
c
– координата z шарнира, расположенного на подвижной платформе.
(x1 y1 z1),
(x2 y2 z2) – координаты двух точек определяющих направляющую в пространстве.
После вычисления (1) определяются
координаты кареток по осям x и y, как их положение на линии направляющей
по уравнению прямой проходящей через
две точки:
|
|
(2) |
При помощи программного модуля проанализированы
движения ИО. Для этого проведен следующий эксперимент. При пошаговом движении
ИО по координате Z, осуществлялись движения вдоль оси Х параллельно и с углом наклона
к ней (через каждые 100). Принято, что положение ИО существует в
рабочем пространстве, если существуют действительные корни x,
y, z уравнения
(1), которые представляют пересечение направляющей в пространстве - прямая заданная двумя точками (x1,y1,z1),
(x2,y2,z2)
Проведя серию экспериментов, получены форма и размеры РП (Рис.3).
|
а) |
б)
г) |
|
в) |
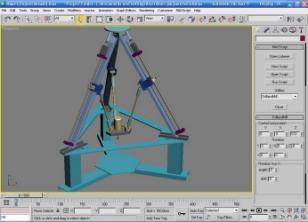
Рис.3.
а) – программно-управляемая
трехмерная модель сверлильно-фрезерного станка новой компоновки;
б) - форма
и размеры РП; в) – сечение поверхности РП;
г) – ход ИО на уровне координаты Z

Рис.4.
Углы сервиса ИО с инструментальной системой в пирамидальной компоновке
сферлильно-фрезерного станка
Выводы. Разработан
программный модуль моделирования функциональности сверлильно-фрезерного станка,
проанализированы движения исполнительного органа по координатам (X,Y,Z) и
определены углы сервиса подвижной платформы. Собран опытный нагружаемый макет
станка для дальнейших исследований и возможности поиска новых компоновок сниженной
металлоемкости.
ЛИТЕРАТУРА:
1.
Агрегатно-модульне технологічне
обладнання: у 3-х част. Під ред. Ю.М. Кузнєцова. Навч. посібних для
ВНЗ. – Кіровоград, 2003 р.
2.
Кузнецов Ю.Н., Дмитриев Д.А., Диневич Г.Е.
Многокоординатный сверлильно-фрезерный станок / заявка на патент Украины
№a200714710 от 25.12.2007 г.
3.
Обрабатывающее оборудование нового поколения.
Концепция проектирования / В.Л. Афонин, А.Ф. Крайнев, В.Е. Ковальов и др.; Под
ред. В.Л. Афонина. М.: Машиностроение, 2001. – 256 с.
4.
Крижанівський
В.А., Кузнєцов Ю.М., Валявський І.А., Скляров Р.А. Технологічне обладнання з
паралельною кінематикою.‑ Кіровоград,
2004. ‑ 449с.
5.
Bing Li
. Xiaoping Hu . Hao Wang Analysis and
simulation for a parallel drill point grinder. Part 2: grinding kinematic
modeling and simulation // Int J Advanced Manufacturing Technology (2006) 30: Р. 221–226.