Молдахметов К.К.
Казахский
Национальный Исследовательский Технический Университет имени К.И.Сатбаева,
Казахстан, Алматы
Разработка системы управления процессом плавки меди в печи Ванюкова
Печь Ванюкова представляет собой прямоугольную шахту шириной 2,0-2,5 м, длиной 10 и высотой 6 м. В боковых продольных стенах печи на высоте 1,60-2,5 м от подины водоохлаждаемые фурмы для подачи дутья, а если необходимо и углеродистого топлива (природного газа, мазута или пылеугля). Экспериментально установлено, что ни один из известных огнеупоров не способен длительное время противостоять воздействию нагретого до 1500-1600 К шлака при энергичном его перемешивании.
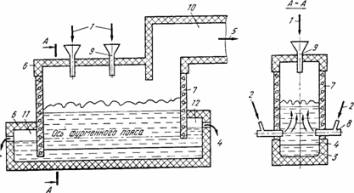
Рис. 1. Схема
печи Ванюкова
1 - шихта; 2 - дутье;
3 - штейн; 4 - шлак; 5 - газы;
6 -
кладка печи; 7 -медные литые кессоны; 8 - фурмы; 9 - загрузочная
воронка; 10 -
аптейк; 11 -
штейновый сифон; 12 - шлаковый сифон. Для надежного ограждения
расплава потребовалось смонтировать боковые и торцевые стены шахты из массивных
охлаждаемых водой медных кессонов, расположенных в зоне перемешивания шлака от
уровня около 1 м ниже оси фурм, до уровня 3,5 м выше оси фурм. Горн шахты печи
ниже кессонированного пояса выполнен из огнеупорного кирпича. В торцевых стенах
горна созданы два переточных канала для
вывода из него шлака и штейна. Снаружи
к шахте печи у переточных каналов герметично примыкают емкости, сообщающиеся
через них с внутренним пространством шахты, называемые шлаковым и штейновым
сифонами. В стенах этих сифонов предусмотрены щелевидные окна, положение порога
которых определяется соответствующим уровнем слива шлака и штейна. Объект управления – промышленная установка
ПЖВ. Промышленная установка Ванюкова БГМК представляет собой
двухзоннуюкессонированную печь с непрерывной сводовой загрузкой в зону
плавления, боковым дутьем в расплав и непрерывным выводом продуктов плавки из
реакционной зоны. Шихта
составляется заранее на всю кампанию по расчетам режима плавки и данными о
составе перерабатываемых материалов. Попадая в расплав шихта нагревается,
растворяется, высшие сульфиды шихты диссоциируют, образуя простейшие сульфидные
соединения и элементарную серу. Печные газы выводятся из каждой зоны по
газоходам и направляются в систему, состоящую из циклонного фильтра, скруббера,
камер дожигания СО и охлаждения, и поступают либо в дымоход, либо в систему
получения элементарной серы. Из характеристики процесса переработки материалов в печи ПЖВ на БГМК можно заключить, что
объект управления представляет собой технологический процесс со сложной
взаимосвязью характеризующих его параметров. Среди особенностей печи ПЖВ БГМК
следует выделить: – малую инерционность
объекта по каналу: дутье - температура расплава и отходящих газов и
относительно большую по каналу: дутье, состав входных продуктов - состав штейна
и шлака; –
объект
можно отнести к классу непрерывных (непрерывная подача шихты, дутья,
непрерывность основных преобразований (нагревание, плавление, окисление,
восстановление материалов, массо- и теплообмен) и непрерывный выпуск шлака и
периодический - штейна, непрерывный отсос отходящих газов); – многомерность технологического процесса,
характеризующегося большим количеством входных и выходных переменных; – нестационарность
параметров процесса в следствии колебаний значений входных переменных, из за
недостаточного усреднения шихты; – неполноту информации (наличие периодически
контролируемых параметров, а также запаздываний как на самом объекте, так и в
каналах измерения, значительный уровень помех в последнем и т.д.); – узкий рабочий диапазон
температуры расплава в плавильной зоне; – процессы переработки
различных видов сырья, исследуемых на установке ПЖВ, имеют существенные отличия
в характере протекания физико-химических явлений. Управление плавкой в ПВ
на БГМК осуществляется в настоящее время мастером смены или оператором, на
основе опыта и субъективного анализа показаний контрольно-измерительных
приборов (КИП) (давление и расходы в системах воздухо-, кислородо- и газоснабжения, расходы и температура
охлаждающих агентов и др.) данные визуальных наблюдений (уровень расплава,
температура расплава, состояние системы загрузки и др.), результаты химических анализов, поступающих с
большим опозданием и других сведений обслуживающего персонала о состоянии
отдельных составляющих технологического процесса, а также на основе
предварительных расчетов материального и теплового балансов. Имеются системы
автоматического контроля некоторых переменных, как температура в отстойнике,
раствора и газа в газоходе на выходе из скруббера и в других точках газохода,
давления отходящих газов из печи в различных точках газохода, контроль
влажности загружаемых веществ, измерение концентрации кислорода, подаваемого с
дутьем, и концентрации SO2 на выходе из печи,
а также системы стабилизации важнейших режимных параметров процесса регулирования разряжения в печи, регулирования количества отходящих газов в
различных точках газоходной сети, регулирования расхода.

Рис. 2. Структура системы
управления процессом плавки в ПВ
Х1 – скорость
загрузки концентрата; Х2 = Х6/Х1 – соотношение
«дутье-загрузка»; Х3 – обогащение дутья кислородом; Х4 –
влажность концентрата; Х5 – разность температур воды на входе и
выходе; Х6 – расход дутья; Y – уточненная скорость
загрузки концентрата; N – число оборотов
газодувки; Р – разряжение под сводом ПВ. Необходимо отметить, что
ни на одной установке ПВ до сих пор не существует системы оптимального управления процессом, что в первую очередь
связано очевидно с отсутствием достаточно адекватных математических моделей
данного процесса. Нами
для реализации идеи оптимального управления предлагается структура системы
управления процессом, включающей имеющиеся системы автоматической стабилизации
входных (подсистема стабилизации входных переменных) и выходных переменных с
обратными связями (подсистема стабилизации манометрического режима) с
добавлением к ним подсистем оптимального управления и интеллектуальной
подсистемы. При этом подсистема оптимального управления на
основе данных о химсоставе исходной шихты с помощью математической модели и
одного из методов поиска экстремума некоторой целевой функции Fц рассчитывает
оптимальные значения переменных Х1* – Х6*.
В приведенной структуре
предполагается использовать интеллектуальную подсистему, которая на основе
полученной от подсистемы оптимизации данных Х1, Х2 и Х3,
а также входных переменных Х4 и Х5 рассчитывает
уточненное значение скорости загрузки концентрата. Это связано с тем, что в
случае, если классические методы построения математических моделей окажутся
недостаточными для адекватного описания данного процесса необходимо
задействовать современный математический аппарат теории нечетких множеств. Этот
инструмент позволяет математически описывать не сам процесс, а строить модель
управления им на основе знания, опыта и интуиции технологов-металлургов. Скорость загрузки
концентрата является определяющей для всего процесса плавки, поэтому для ее
расчета необходимо использовать знания, опыт и интуицию металлургов.
Литература:
1. Аверкин А.Н., Батыршин И.З., Блишун А.Ф. и др. Нечеткие множества в моделях управления и
искусственного интеллекта / Под ред. Д.А. Поспелова. М.: Наука.
2. Федоров А.Н., Павлов Р.А.,
Безрукова Ж.Н., Гидродинамическое моделирование ванны расплава печи в Ванюкова
// Изд. Вузов.
3.
Алиев Р.А., Захарова Э.Г., Ульянов С.В. Нечеткие
регуляторы и интеллектуальные промышленные системы управления // М.:
ВИНИТИ