ТЕХНИЧЕСКИЕ НАУКИ / 1. Металлургия
Аспирант Бобылева Н.А.
К.т.н. Шипельников А.А.
К.т.н. Роготовский А.Н.
Аспирант Семенихин В.В.
Липецкий государственный технический университет, Россия
Возможности моделирования
непрерывной разливки стали в
детерминированном динамическом режиме работы слябовой МНЛЗ
Непрерывная
разливка стали в настоящее время является наиболее совершенной технологией
производства слябовых, блюмовых и сортовых литых заготовок, подвергаемых
обработке давлением. В ближайшие годы
непрерывная разливка и дальше будет развиваться в свете все возрастающих
требований к качеству сляба, увеличению удельной производительности агрегатов и
меняющейся геометрии в сторону уменьшения толщины непрерывнолитых заготовок,
что невозможно без совершенствования управления разливкой и функционирования
отдельных узлов и технологических зон установок [1].
Важным
технологическим узлом МНЛЗ (УНРС) является кристаллизатор. Особенности
конструкции и положение погружного стакана в кристаллизаторе значительно влияют
на характер циркуляции микропотоков расплава и шлаковых включений относительно
«корочки» формирующейся заготовки, предопределяя появление внутренних и внешних
дефектов слябов («трещины», «неметаллические включения», «плены» и пр.),
которые в значительной степени наследуются последующими технологическими переделами.
Рядом
исследователей установлено [1, 2], что именно конструкция
погружных стаканов требует дальнейшей оптимизации как в части конфигурации
внутренней и донной части, так и количества и формы выпускных отверстий, их сечения
и угла наклона, формирующих характер истекающих потоков расплава.
Компьютерное моделирование позволяет
сократить временные и материальные затраты, связанные с анализом и оптимизацией
технологического процесса и оборудования, проверить несколько вариантов
технологии, выбрать наилучший [3]. Наибольшей проблемой компьютерного расчета
непрерывной разливки является именно детерминированный динамический режим
работы МНЛЗ: кристаллизатор заполнен штатно, погружной стакан прогрет и
заполнен струей расплава из стакан-дозатора (80-90% высоты) промежуточного ковша,
расплав непрерывно поступает в кристаллизатор и заготовка непрерывно
вытягивается из него вниз, попадая в зону вторичного охлаждения с заданной
оператором скоростью и режимами охлаждения, включая параметры и характер граничных
условий теплообмена. На сегодняшний день авторам достоверно известно об
успешном применении некоторых конечно-разностных CAE-систем, таких как, например «ANSYS» [4]. В нашем случае моделирование процесса непрерывной
разливки стали проводилось в лицензионной системе «ProCAST 2013.5» в
лаборатории компьютерного моделирования металлургических процессов кафедры
металлургических технологий МИ ЛГТУ. Изучалось влияние различных вариантов
конструкции погружных стаканов на характер распределения потоков расплава в
кристаллизаторе слябовой МНЛЗ, при учете величины вертикальной части зоны
вторичного охлаждения, без имитации шлакового покрова и режима
возвратно-поступательного движения кристаллизатора. Построение рабочих чертежей
и создание 3D-модели сборки, состоящей из
кристаллизатора, погружного стакана и расплава, проводилось в CAD-системе «Компас 3D V14»
(рис. 1). В качестве аппаратного обеспечения моделирования использовалась
инженерная станция на базе «Intel
Core i7», 3600
ГЦ, 64 Гб, HDD 1 Тб [5,6,7].
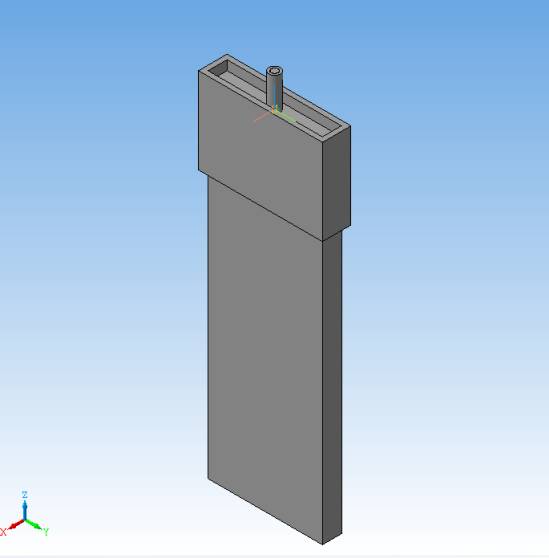
Рис.1. 3D-модель построенная в Компас 3D V14
Следует отметить, что ProCAST является
профессиональной системой компьютерного моделирования литейных процессов
методом конечных элементов и состоит из трех основных решателей соответствующих
технологическим процессам – (solvers):
гидродинамический (Flow solver),
тепловой (Thermal solver) и решатель
напряжений (Stress solver) и еще
некоторых дополнительных модулей. ProCAST обладает широкими возможностями для
моделирования процесса непрерывной разливки стали, так как позволяет учесть в
расчете различные параметры охлаждения кристаллизатора, вторичное охлаждение
слитка, скорость разливки и др. При моделировании непрерывного литья в ProCAST
применяются два различных способа: расчет в стабильном и нестабильном
состоянии, при помощи алгоритма MiLE [8].
После импорта геометрии и чтения CAD-модели в модуле Visual-Mesh
проводится проверка и при необходимости исправление загруженной геометрии с
помощью функции REPAIR (Visual-Mesh поддерживает форматы
CAD-моделей IGES, STEP, CATIA, ProE, UG и
Parasolid, а также сеточные 2D- и 3D-модели в форматах NASTRAN, PATRAN, I-DEAS, ANSYS, ABAQUS и др.). Наиболее удачным
форматом передачи данных модели, особенно в случае наличия сложных переходных сечений
и большого количества смежных и пересекающихся поверхностей, из CAD следует
признать IGES.
После определения объемов и контактов тел
с помощью инструментов во вкладке Volume,
используя метод конечных элементов, генерируется и при необходимости корректируется,
поверхностная 2D-сетка (инструмент Topo Mesh), размер элементов которой можно
варьировать, уменьшая на участках где требуется большая точность расчета и,
увеличивая там, где точностью можно пренебречь, сокращая время расчета. Следует
отметить, что проблемные элементы сетки, такие как острые треугольники, разрывы
сетки, пересечения элементов, часто возникающие на участках со сложной
геометрией (рис. 2), легко автоматически корректируются с помощью инструмента
Chec Surfase Mesh, но ProCAST, также предоставляет широкие возможности
для ручного их исправления. На основе поверхностной сетки используя инструмент Tetra Mesh формируется трехмерная четырехузловая
3D-сетка (рис. 3). На данном этапе необходимо задать такие размеры
элементов сетки, которые позволят получить требуемую точность моделирования, и
приемлемое время расчета. Но следует отметить, увеличение размеров элементов
сетки может отрицательно сказаться на сходимости расчета.
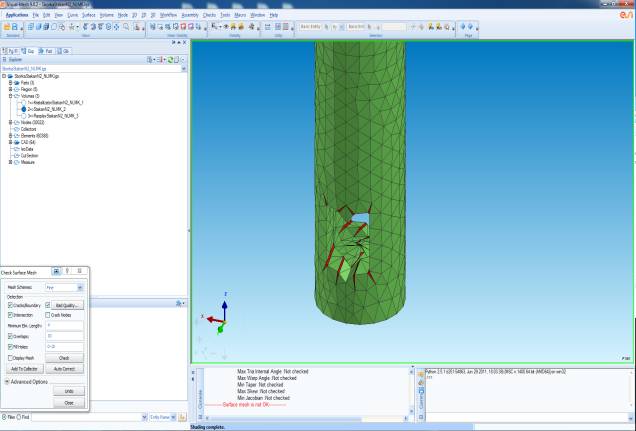
Рис. 2. Проблемные
элементы сетки в районе выходных отверстий погружного стакана
Далее в препроцессоре
Visual-Cast происходит подготовка данных к расчету. Настройка
параметров технологического процесса включает: задание свойств материалов, наложение
граничных и начальных условий. В меню Volume
Manager указывается начальная температура, материал и процент заполнения
каждого участвующего в расчете объема. Материал можно выбрать из базы данных ProCAST,
или создать новый материал в пользовательской базе. В меню Interface НТС Manager задаются
коэффициенты теплопередачи на границе раздела между материалами. Задание
граничных условий применительно к объему и поверхности происходит в меню Proces
Condition Manager (рис. 4),
для процесса непрерывной разливки в стабильном состоянии это: параметры
охлаждения, температура расплава, скорость потока на входе в канал погружного
стакана (задавалась соответственно массовому расходу металла на выходе из
кристаллизатора) и на выходе, давление на входе, скорость транспортировки
твердого вещества Solid
transport (скорость разливки), к внешним поверхностям
домена литья применяется параметр Wall BC (нулевая скорость). В расчетах не учитывали качание
кристаллизатора и влияние расположенного на «зеркале» металла шлака, так же,
как и авторы работы [4].
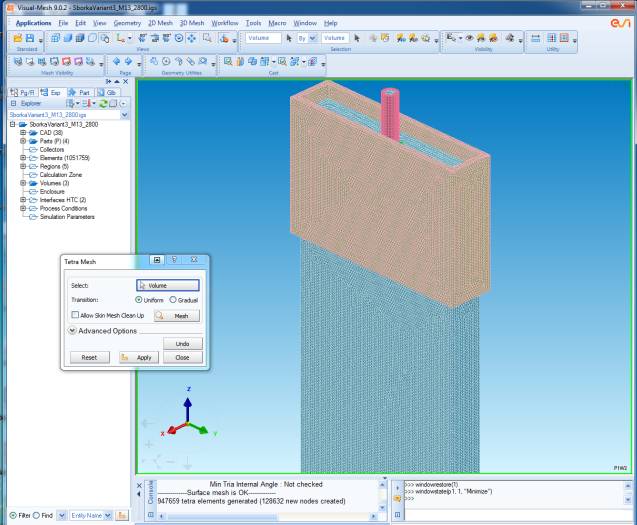
Рис. 3. Построение 3D-сетки с
помощью генератора Visual-Mesh
После настройки решателей, задания
шага расчета и параметров остановки моделирования, подключения при
необходимости дополнительных модулей, в меню Run Parameters происходит запуск расчета. Время расчета на
двух ядрах процессора в нашем случае составило в среднем неделю при количестве
шагов счета не более 50 000.
Просмотр
результатов моделирования на текущем этапе или по окончании расчета
осуществляется в постпроцессоре Visual-Viewer,
информация в котором представляется в виде анимации, трехмерных полей, векторов
и графиков (рис. 5,6), которые можно просматривать по видам, различным сечениям
или во всем объеме модели. Характер движения микропотоков расплава в
кристаллизаторе отображается в виде поля векторов скорости, по которому также
можно судить о траектории движения неметаллических (шлаковых) включений (рис. 5).
Параметр Fraction Solid
показывает характер образования корочки слитка и рост твердой фазы (рис. 6).

Рис. 4. Задание
граничных условий в меню Proces Condition Manager
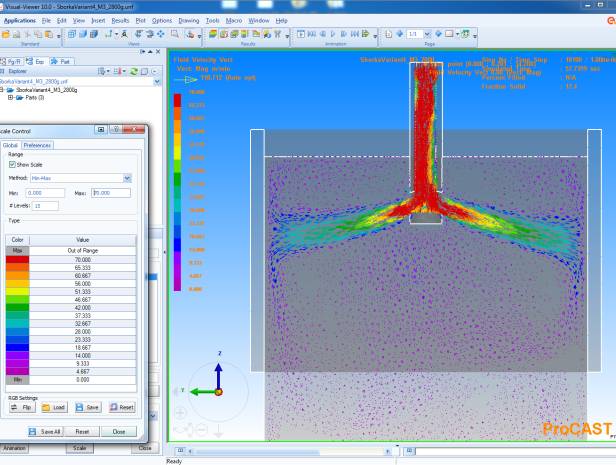
Рис. 5. Результаты моделирования: векторное поле скоростей
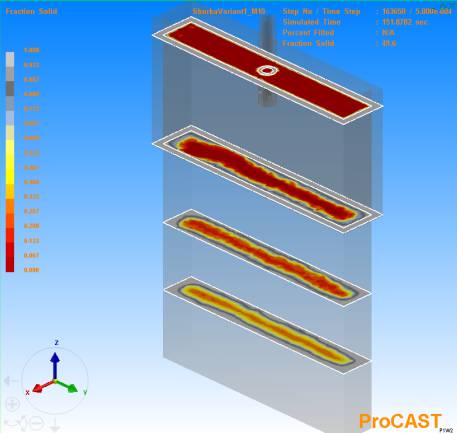
Рис. 6. Результаты моделирования: процент твердой фазы (Fraction Solid)
В
таблице приведены значения скоростей потоков расплава полученные в результате
одного из вариантов моделирования разливки стали (погружной стакан с
рассекателем и прямоугольными отверстиями 70х40 мм, диаметр центрального канала
стакана 74 мм, кристаллизатор 200х1200х900 мм, глубина погружения стакана 250
мм, скорость разливки 1,2 м/мин.
Таблица.
Значения векторов скоростей полученные в результате моделирования
|
Зона
измерения |
Средняя
скорость потока, м/мин |
|
Центральный
поток возле дна стакана |
35 |
|
Внутри
первичной струи |
70 |
|
Под
«зеркалом» |
9 |
|
Восходящий
поток возле узких стенок |
13 |
|
Нисходящий
поток возле узких стенок |
17 |
|
Возле
широких стенок |
3 |
|
Ламинарные
потоки в нижней части кристаллизатора |
6 |
Основной
проблемой данного комплекса является построение и импорт точной геометрии
заготовок и деталей сложной конфигурации, построение адекватной модели 3d-сетки
с наложением граничных условий по теплообмену, а также достаточно высокая
требовательность метода конечных элементов к мощности аппаратного обеспечения (ПК,
инженерная станция) проведения моделирования, что однако вполне решаемо на
практике [6]. Также огорчает практическая несостоятельность, применительно к
моделированию непрерывной разливки, режима Particle trasing для расчетов траектории
движения неметаллических включений заданной плотности и размеров, хотя
аналогичная функция успешно реализована в программном комплексе «ANSYS»
[9].
Компьютерное
моделирование процесса непрерывной разливки стали в программном комплексе
ProCAST помогает в изучении гидродинамики потоков металла и определении скорости
и траектории движения шлаковых неметаллических включений при изменении
конструкции и глубины погружения стаканов под «зеркало» расплава, а также при оптимизации
угла наклона и конфигурации выходных отверстий. Это может быть полезно
аспирантам и специалистам сталеплавильщикам, занимающимся проблематикой
совершенствования технологии и оборудования непрерывной разливки стали. Следует
отметить, что сейчас острым вопросом стоит построение адекватной 3d-сетки
и наложение адекватных практике производства слябов коэффициентов теплопередачи
на «зеркале» расплава и в зоне подбоя кристаллизатора по широким и узким граням
слитка.
Литература:
1. Инновационные решения в
области непрерывной разливки стали (по материалам 8-й европейской конференции
по непрерывной разливке) // Сталь. – 2014. – №9. – С. 17-22.
2. Гущин В.М., Куклеев А.В.,
Паршин В.М. Гидростабилизирующие способы подвода расплава в слябовые
кристаллизаторы МНЛЗ // Сталь. – 2007. – №7. – С. 16-19.
3. Электронный ресурс:
http://www.esi-russia.ru/content/procast / (дата обращения: 25.10.2015).
4. Смирнов А.Н., Кравченко
А.В., Верзилов А.П., Писмарев К.Е. Моделирование поведения жидкой стали в
кристаллизаторе слябовой МНЛЗ // Процессы литья. – 2010.– №5. – С. 40-47.
5. Шипельников А.А.,
Роготовский А.Н. Применение САD и CAE-систем в учебном процессе подготовки
бакалавров и магистров направления «Металлургия» // Современная металлургия
начала нового тысячелетия. К 80-летию НЛМК («Программа кадры для регионов»):
сб. науч. труд. Часть 3. – Липецк: Изд-во ЛГТУ. – 2014. – С. 95-98.
6. Бобылева Н.А.,
Шипельников А.А., Роготовский А.Н., Скаков С.В., Родионова Д.А. Влияние
конструкции погружного стакана на истечение расплава в процессе непрерывной
разливки стали // Современная металлургия нового тысячелетия: сб. науч. тр.
Междунар. науч.-практ. конф. – 8-11 декабря 2015г. - Часть 2. – Липецк: Изд-во
Липецкого государственного технического университета, 2015. – С. 208-215.
7. Бобылева Н.А.,
Шипельников А.А., Роготовский А.Н., Скаков С.В., Родионова Д.А. К вопросу о
моделировании процесса заполнения слябового кристаллизатора через аогружные
стаканы различной конфигурации // Современная металлургия нового тысячелетия:
сб. науч. тр. Междунар. науч.-практ. конф. – 8-11 декабря 2015г. - Часть 1. –
Липецк: Изд-во Липецкого государственного технического университета, 2015. – С.
47-54
8. http://www.esi-russia.ru
ProCAST | Компьютерные технологии для производства
(дата обращения: 12.02.2016)
9. Andrе Bakker. Расчет
многофазных потоков в ANSYS CFD // ANSYS Advantage.
Русская редакция. – 2009. – №11. – С.38-40. URL: http://www.ansysadvantage.ru/fileadmin/archive/11/ANSYS-ADVANTAGE-Rus-11-09.pdf
(дата обращения 11.02.2016)