РАСШИРЕНИЕ ТЕХНОЛОГИЧЕСКИХ ВОЗМОЖНОСТЕЙ
ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТВЕРДЫХ ГОРНЫХ ПОРОД ПУТЕМ ПРИМЕНЕНИЯ
УПРУГОЙ АДАПТАЦИИ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ
Алтынов Ж.Л., канд.техн.наук, доцент
(КазНТУ им.К.И.Сатпаева)
Основные направления развития камнеобработки
на современном этапе связаны с дальнейшим улучшением качества изделий из
твердых горных пород и ускорением темпов роста эффективности производства.
Перспективным методом решения поставленных
задач является применение адаптивных, самоподнастраивающихся систем и устройств
при термомеханической обработке твердых
горных пород. Такие устройства основаны на автоматическом управлении процессом
разрушения, обеспечивающим повышение
точности обработки за счет динамической настройки манипулятора в процессе термической и механической обработки,
за счет стабилизации мощности горения рабочего органа и применения механизма коррекции
упругих перемещений технологической системы. В особенности если при обработке пятизвенным
манипуляционным устройством применяется комбинированный рабочий орган – газовая
горелка с бучардой [1]. Многозвенные устройства, как правило, имеют пониженную жесткость
и виброустойчивость, что затрудняет их применение в контактной обработке.
При термической обработке с применением адаптивных систем возникает необходимость
в анализе колебательных движений технологической системы, нахождении устойчивых
положений и определении режимов обработки, обеспечивающих безвибрационное движение.
Для анализа колебательных движений технологической
системы необходимо определить расчетную математическую модель системы и установить
такие ее параметры, как жесткость, частота собственных колебаний, приведенная масса,
логарифмический декремент, коэффициент пропорциональности между силой сопротивления
и скоростью.
Применительно к адаптивной системе, основанной
на компенсации упругих деформаций [2], расчетная модель имеет пять степени свободы.
Как показано в теории колебаний [3], установив степени свободы, связанные с основными
(лимитирующими) частотами системы, всеми остальными степенями свободы можно пренебречь.
Применительно к рассматриваемой системе было установлено, что лимитирующая частота
равна 126 Гц и соответствует частоте собственных колебаний рабочего инструмента
в направлении тангенциальной составляющей ударной силы. Таким образом, математическая
модель может быть представлена системой с одной степенью свободы в направлении
z. Параметры колебательного
контура этой системы имели значения: жесткость j = 2611,6
Н/мм, приведенная масса т = 4,147 Н, логарифмический декремент D = 0,191, коэффициент пропорциональности между силой сопротивления
и скоростью h = 200,08 Н×с/м.
Для определения устойчивых режимов обработки
были установлены характеристики тангенциальной составляющей силы бучардирования.
Эти нелинейные характеристики определялись экспериментальным путем на установке,
смонтированной на базе манипулятора с дистанционным управлением. Тангенциальные
усилия бучарды, возникающие в процессе обработки, фиксировались с помощью динамометра
УДМ-600, на столике которого крепился комбинированный рабочий орган, имеющий геометрию,
совпадающую с геометрией инструмента, применяемого в адаптивной системе. Запись
процесса осуществлялась при помощи тензометрической станции ТА-5 и шлейфного осциллографа
Н-117.
Эксперименты проводились при обработке каменного
блока, изготовленного из гранита. Допустимая шероховатость обрабатываемой
поверхности варьировалась в пределах 0,5... 1,5 мм, подача – 0,1 м/с, поступательная
скорость разрушения – 0,001... 0,01 м/с. В качестве ударного инструмента использовался
вставка, изготовленный из стали марки У7А.
В результате проведенных экспериментов были
получены нелинейные зависимости тангенциальной составляющей силы разрушения от
скорости при фиксированных значениях подачи и глубины обработки. Эти характеристики
соответствовали характеристикам первого вида, так как имели один падающий участок.
Для определения устойчивых режимов обработки
применялся графический метод интегрирования дифференциальных уравнений с использованием
фазовой плоскости.
Этот метод дал возможность определить качественную
и количественную оценку стационарных и переходных процессов применительно к конкретным
значениям параметров системы и определить границы между мягким или жестким возбуждением
автоколебаний и устойчивым разрушением.
Для построения интегральных кривых на фазовой
плоскости воспользуемся методом Льенара [4], так как для его применения не требуется
аппроксимации нелинейных зависимостей силы.
Построение выполним для обобщенной характеристики, полученной в направлении
действия составляющей силы разрушения Pz при
обработке указанной выше гранита.
Обработка материала
производилась минералокерамической вставкой. Глубина резания местами составляла до 15 мм, тактовая
частота бучарды — 15 уд./с. Коэффициент пропорциональности силы сопротивления скорости равнялся 20,8 Н×с/м.
На рис. 1 даны фазовые портреты применительно
к различным режимам обработки.
При выборе рабочей точки на падающем
участке обобщенной характеристики, скорость в которой равна 0,003 м/с, в
системе устанавливается стационарное автоколебательное движение,
соответствующее мягкому возбуждению автоколебаний. При выборе рабочей точки на
поднимающемся участке, скорость в которой равна 0,01 м/с, интегральные кривые
скручиваются к устойчивой особой точке, что говорит об отсутствии
автоколебаний. В точке, имеющей скорость 0,005 м/с, в системе устанавливается
автоколебательное движение, соответствующее
жесткому возбуждению автоколебаний.
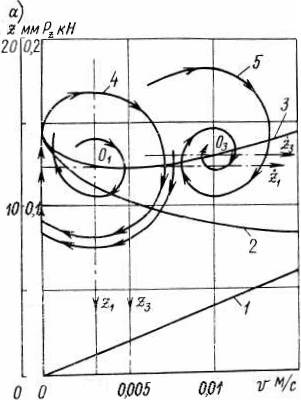
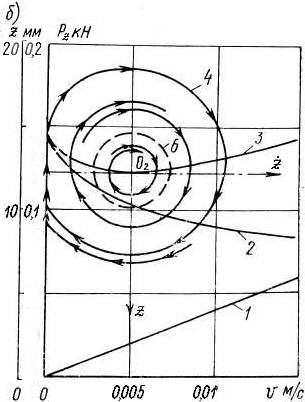
1 – характеристики силы сопротивления: 2 –
характеристики силы резания; 3 –
обобщенные характеристики; 4 – устойчивые предельные циклы; 5 – интегральная кривая; 6
– неустойчивый предельный цикл
Рисунок 1. Фазовые портреты при бучардировании
поверхности гранита со скоростями: а
– 0,003 и 0,01 м/с; б – 0,005 м/с
Таким образом, анализируя движение технологической
системы на фазовой плоскости для всех диапазонов изменения параметров резания,
можно установить устойчивые области и соответствующие им режимы резания.
Другим методом определения устойчивых областей
резания является метод, основанный на применении бифуркационных диаграмм, сущность
которого заключается в отыскании особых, так называемых «бифур-кационных» значений
параметра, при которых происходят качественные изменения характера интегральных
кривых на фазовой плоскости [5].
Для построения бифуркационных диаграмм необходимы
определение и аппроксимация активных участков обобщенных характеристик сил. В общем
виде обобщенную нелинейную зависимость силы Рz можно представить суммой четной и нечетной функций [6]
Pz(![]() )=
)=![]() +
+![]() .
.
Здесь первое слагаемое является четной частью,
а второе – нечетной частью характеристики. Принимая во внимание то, что энергия
технологической системы за период колебания на основной гармонике определяется нечетной
функцией характеристики, аппроксимирующие полиномы для активных участков обобщенных
характеристик имеют вид:
для падающего
участка
Pz(Py; Px)= Po – H![]() +(H/3
+(H/3![]() )
)![]() 3,
3,
для поднимающегося участка в условиях жесткого возбуждения
автоколебаний
Pz(Py; Px)=Po+H![]() -
- +
+ ,
,
для поднимающегося участка с ярко выраженным положительным
сопротивлением в системе
Pz(Py; Px)= Po + H![]() .
.
Здесь Р0 – сила, отвечающая
выбранному режиму обработки на обобщенной характеристике; H –
крутизна характеристики в рабочей точке; 2va –
протяженность падающего участка нечетной части характеристики силы; 2vb – протяженность среднего поднимающегося участка;
2vc – суммарная протяженность падающих и среднего поднимающегося
участков нечетной функции характеристики.
В качестве бифуркационного параметра a, используется
отношение коэффициента hд силы сопротивления,
пропорциональной скорости демпфирующего устройства, к крутизне Н обобщенной
характеристики силы [6]. При
мягком возбуждении автоколебаний условием устойчивости стационарного положения
равновесия является a>1, т.е. hд > |Н|. При жестком возбуждении автоколебаний
критерием устойчивости является неравенство
![]() >
> .
.![]()
При
отсутствии демпфирующего устройства колебательный процесс отсутствует, если vb>0,41vc.
На рис. 2 приведен пример определения бифуркационного
параметра между жестким возбуждением автоколебаний и устойчивым резанием. Параметр
определен с помощью нечетной части обобщенной характеристики тангенциальной составляющей
силы разрушения при обработке гранита со скоростью 0,005 м/с. После нахождения vb и
vc был
проверен критерий устойчивости при жестком возбуждении автоколебаний, который
составил
vb/vc = 0,26 < 0,41.
Это значение характеризует
автоколебательный процесс, что полностью подтверждается фазовым портретом,
изображенным на рис. 1. Таким образом, зная аппроксимирующие выражения для
активных участков обобщенных характеристик силы разрушения, а также ее
нечетную часть, можно с помощью простых графических построений получить области
устойчивого разрушения для всех режимов, применяющихся при обработке с
использованием упругой адаптации технологической системы, расширяя
технологические возможности термической обработки.
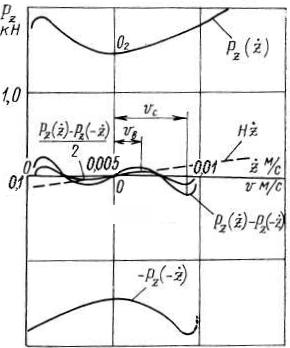
Рисунок 2. Построение нечетной части обобщенной
характеристики силы разрушения
Полученные результаты могут быть использованы
при проектировании и эксплуатации адаптивных систем комбинированной обработки материалов
из твердых горных пород.
СПИСОК ЛИТЕРАТУРЫ
1. Алтынов Ж.Л. Основные параметры термомеханического
рабочего органа робота-манипулятора для обработки блочного камня. / Деп. в КазгосИНТИ
04.03.97. Регистр. №7485-Ка 97. – Алматы, 1997. – 7 с.
2. А.с.
№963807 (СССР). Устройство для адаптивного
управления точностью механической обработки / ЛПИ, В.Н.Абдулов, В.Н.Подураев, В.А.Шпиньков,
В.К.Покровский, А.Ф.Красильников. Заявл. 18.03.81, №3262427/25-08. Опубл в БИ, 1982,
№ 37.
3. Стрелков С.П. Введение в теорию колебаний.
– М.: Наука, 1964. – 437 с.
4. Xаяси Т. Нелинейные колебания в физических системах / Пер.
с англ. – М.: Мир, 1968. – 432 с.
5. Андронов
А.А., Витт А.Д., Хайкин С.Э. Теория
колебаний. – М.: Физматгиз, 1959.
– 915 с.
6. Мурашкин С.Л.
Колебания и устойчивость движения систем станков с нелинейными характеристиками
процесса резания. — Автореф. дисс. д-ра техн. наук. – Л., 1980,—37 с.