Химия и химические технологии/1.Пластмассы, полимерные и синтетические
материалы, каучуки, резино-технические изделия, шины и их производство.
Ковалёва
Т.В.
Карагандинский
государственный технический университет
Моделирование процесса литья под давлением изделий из пластмасс
Процесс литья под давлением является
циклическим. Цикл состоит из следующих стадий загрузка сырья в пластикационный
цилиндр литьевой машины и подготовка расплава (пластикация), смыкание формы,
заполнение формы расплавом, выдержка под давлением в форме, выдержка без
давления в форме, раскрытие формы и извлечение изделия.
Температура расплава, поступающего в форму
при впрыске (Трв), выше, чем температура в сопле (Тспл)
из-за диссипации энергии вязкого течения. Степень перегрева пропорциональна
сумме перепадов давлений в каналах сопла и литниковой системы, обратно
пропорциональна теплоемкости (ср) и плотности расплава (ρр):
Температура расплава, поступающего в форму
при впрыске (Трв) определяется по следующей формуле:
|
|
(1) |
В формующей полости давление снижается по
мере удаления от места впуска расплава. На рисунке 1 показано изменение
давления на входе в формующую полость и в точке, максимально удаленной от
впуска, в течение цикла литья. Обе кривые имеют одинаковый характер, однако
давление в конце формующей полости создается только после ее заполнения,
поэтому на кривой 2 т. а2 совпадает с т. b2.
Давление, возникающее при течении полимера в полости формы, расходуется лишь на
преодоление сопротивления при его течении. Разность между давлением в начале
формы Р1 и в конце формующей полости определяет величину потерь
давления в форме при ее заполнении.
На начальном участке кривой 1 в период
времени t1 (участок
а1b1) давление в форме на входе увеличивается по мере поступления
расплава в формующую полость. К моменту b расплав достигает конца формующей полости, и там
также начинается рост давления. Но на участке bc скорость роста давления существенно выше, так как
происходит уплотнение расплава, продолжающееся до тех пор, пока давление в
гидроцилиндре узла впрыска не достигнет заданного значения Рл (точка
с).
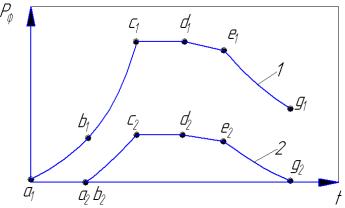
Рисунок 1 -. Изменение
давления на входе в формующую полость (1) и у ее дальней стенки (2) в течение
цикла литья под давлением термопласта
Предельная длина течения расплава в форме
при постоянном давлении на входе в сопло составляет:
|
|
(2) |
где ω0 — объемная скорость заполнения в начальный момент
времени, м/с;
В — ширина канала формы, м;
Но — высота канала формы, м;
n — показатель степени в реологическом уравнении для
формуемого материала;
θ — определенное время течения расплава, с.
Значение θ определяют по формуле:
|
|
(3) |
где То, Tф и TT — температуры расплава, формы и текучести материала
соответственно, °С;
q — теплота плавления материала, кДж/кг;
Сp — удельная теплоемкость материала. кДж/(кг·град);
а — коэффициент температуропроводности
материала, м2/c.
Полная продолжительность охлаждения
изделия в форме tохл представляет собой сумму времени охлаждения под
давлением (т. е. времени выдержки под давлением tв) и охлаждения без
давления и может быть рассчитана с учетом ряда допущений по формуле:
|
|
(4.9) |
где Т0, Tф, ТИ —
температуры расплава, формы и изделия соответственно в момент съема, К,
δ — толщина охлаждаемого изделия, м
(для плоского изделия δ=h, для цилиндрического δ=r),
А и С — коэффициенты, определяемые формой
изделия (для плоского изделия A=1,27 и С=2, для цилиндра A=1,6 и С=5,76).
Время охлаждения может быть определено и
графоаналитическим методом по значению критерия Фурье и средней относительной
температуре Θ.
Литература
1)
Чанг Дей Хан. Реология в
процессах переработки полимеров. – М.: Химия, 1979 –368 с.
2)
Крыжановский В.К.
Производство изделий из полимерных материалов. – СПб.: Профессия, 2004 – 466 с.
3)
Шрамм Г. Основы реологии
и реометрии. – М.: Колосс, 2003 –314 с.