УДК 687.053.42.(0888)
ДИНАМИКА ВЗАЙМОДЕЙСТВИЯ
УПОРА С КОНТУРОМ ДЕТАЛИ ПРИ АВТОМАТИЗИРОВАННОЙ
КОНТУРНОЙ ОБРАБОТКЕ
Баубеков С.Д.,
д.т.н., профессор, Таукебаева
К.С. - соискатель, Таразского инновационно-гуманитарного университета, г. Тараз,
Республика Казахстан
Жангисина Г.Д. д.т.н., профессор АТД «Сымбат», г. Алматы,
Казахстан
Работа относится к
созданию средств для автоматизации процесса сборки заготовок изделия легкой
промышленности.
В работах [1,2] проведено исследование взаимодействия упора - направителя
с деталью. Определена деформация торца детали и установлены припуски для
выполнения краевых строчек. Однако в данных работах приводятся результаты исследования качества выполнения
прямолинейных строчек, где ориентирование детали относительно ограничительного
упора осуществляется вручную. Здесь качество выполнения строчки в основном
зависит от квалификации и физического состояния рабочего.
В предлагаемом
исследовании контурная обработка детали выполняется автоматически с применением
СМК [3, 4] .
Целью исследования является
определение характера силового взаимодействия упора с деталью в процессе ее автоматической ориентации. Необходимость этого исследования
обусловлена тем, что от величины торцевой деформации края детали зависит
эквидистантность строчки, т.е. качество выполнения контурной обработки детали.
В
процессе ориентирования и перемещения сшиваемых деталей скорости их перемещения
и силы взаимодействия с рабочими инструментами зависят от многих факторов [5-7]. Определить их влияние на процесс весьма
сложно, т.к. известными являются лишь направление скорости ![]() точки контакта края детали с
упором, величина силы трения
точки контакта края детали с
упором, величина силы трения ![]() детали об упор и ее
прижатия роликом
детали об упор и ее
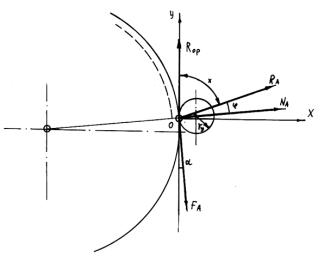
прижатия роликом ![]() , a также направление перемещения детали иглой. Процесс представлен
на рисунке 1. Специфика работы предлагаемого устройства для ориентации заключается
в том, что наличие фрикционной связи в приводе роликов устраняет их буксование
относительно детали, (при
условии обеспечения рациональности величин давления роликов на деталь и момента
сопротивления их вращению во фрикционной передаче).
, a также направление перемещения детали иглой. Процесс представлен
на рисунке 1. Специфика работы предлагаемого устройства для ориентации заключается
в том, что наличие фрикционной связи в приводе роликов устраняет их буксование
относительно детали, (при
условии обеспечения рациональности величин давления роликов на деталь и момента
сопротивления их вращению во фрикционной передаче).
В указанных работах
проведены силовой анализ, процесса ориентации с применением фрикционно-транспортно-ориентирующих устройств (ФТОУ).
Получены аналитические зависимости силового взаимодействия инструментов и
ориентируемой деталью [5]. Но влияние упора (пренебрегли
деформацию края детали упором) на качества контурной обработки,
разработка математической модели процесса с учетом особенностей конструкции и
расположения упоров в известных работах не рассмотрены. Используем результаты
приведенных исследований, а именно выражения для определения реакции сил [5]
![]() , (1)
, (1)
Имея в виду, что
![]() ;
;
![]() . (2)
. (2)
где ![]() ;
; ![]() - сила прижатия детали к упору (см. рисунок 24).
- сила прижатия детали к упору (см. рисунок 24).
Для определения деформации края (торца) детали
упором при контурной обработке с
использованием ФТОУ, представим процесс в следующем виде (рисунок 1).
Рисунок 1 - Процесс взаимодействия упора с
деталью.
![]() ; (3)
; (3)
где ![]() - нормальное давление детали на упор;
- нормальное давление детали на упор; ![]() ,
, ![]() - допустимая величина деформации края детали;
- допустимая величина деформации края детали;
во время прокола детали
перемещения продолжается по направлению оси У (во ФТОУ использована отклоняющая
игла вдоль направления выполнения строчки)
и деталь будет зажата между транспортером и боковой поверхностью приспособления
(упора). Тогда условия зависания детали
в сторону приспособления можно выразить так:
![]() ; (4)
; (4)
m - коэффициент
трения между поверхностью упора и краем детали. Тогда из (4) определяем ![]()
![]() ,
,
или
![]() ; (5)
; (5)
Если n2-бесконечно
малая величина, тогда при
![]() ,
, ![]() =
= ![]() ,
,
то выражение (5)
можно записать так: 
(6)
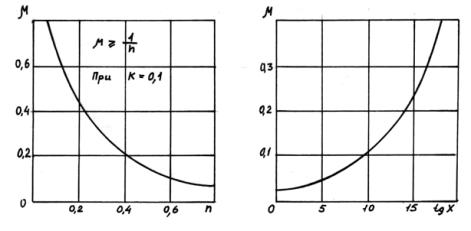
а б
Рисунок 2 –График зависимостей: а - ![]() .
.
б - ![]() .
.
В результате исследования (6) получены графики зависимостей:
а - б. .![]() б -
б - ![]() , см. рисунок 2 а, б, где показано, что уменьшения
, см. рисунок 2 а, б, где показано, что уменьшения ![]() и увеличение
и увеличение ![]() приводит к увеличению
приводит к увеличению
![]() . Соответственно увеличивается
. Соответственно увеличивается
![]() =
=![]() – сила препятствующий движению. Эта сила направлена под углом a - касательная в точке касания, где
– сила препятствующий движению. Эта сила направлена под углом a - касательная в точке касания, где ![]() определяет место
расположения упора [5].
определяет место
расположения упора [5].
Для скольжения края
материала по рабочей поверхности упора необходимо, чтобы ориентирующая сила ![]() была больше силы
сопротивления
была больше силы
сопротивления
![]() >
> ![]() ; (7)
; (7)
где ![]() берем из [5] . Итак, с
учетом (4) , (6) и (7) запишем
берем из [5] . Итак, с
учетом (4) , (6) и (7) запишем
![]()
![]() +
+
![]() >
>
> [![]()
![]() ]; (9)
]; (9)
Выражение (9) определяет условия зависания детали к
упору с учетом сухого трения при ориентировании детали, т.е работоспособность
ФТОУ.
Из (9) определяем минимальную величину ![]() , определяющая минимальное значение деформации торца детали
об упор
, определяющая минимальное значение деформации торца детали
об упор
![]()
![]() [
[![]()
![]() +
+![]() ]
]![]()
![]() [
[![]()
![]() ].
(10)
].
(10)
Здесь ![]() .
.
Как
видно из (10), ![]() зависит от многих
факторов, например от место расположения упора
зависит от многих
факторов, например от место расположения упора ![]()
![]() , от угла трения торца детали об упор
, от угла трения торца детали об упор ![]() , а также
, а также ![]() ,
, ![]() ,
, ![]()
![]() . Заметим, что используя известные методы оптимизации, можно
выбрать параметры, обеспечивающие минимальное значение
. Заметим, что используя известные методы оптимизации, можно
выбрать параметры, обеспечивающие минимальное значение ![]() .
.
Итак, установлено, что упоры надо располагать впереди иглы с
поворотом на угол a, который
уравновешивает поворот детали,
вызываемый парой сил при ориентировании с применением ФТОУ; получена
математическая зависимость реакции упора на торец детали, обеспечивающая
минимальную деформацию края детали; возможность
деформации края детали увеличивается с увеличением угла ![]() и величины линии
контакта; увеличения ориентирующей силы
и величины линии
контакта; увеличения ориентирующей силы ![]() ведет увеличения
деформации края; надо располагать упор впереди иглы, так, что передняя стенка упора совпадала с осью
абсцисс игольного отверстия, тогда m будет
минимальным.
ведет увеличения
деформации края; надо располагать упор впереди иглы, так, что передняя стенка упора совпадала с осью
абсцисс игольного отверстия, тогда m будет
минимальным.
Эти результаты использованы при модернизации машин
550, 330, 430, 224 кл. ПМЗ для автоматизации выполнения контурных строчек на
деталях изделия легкой промышленности.
Список использованной литературы
1.
Гуменный
Н.А. Исследование качества сборки деталей заготовки обуви, Канд. дисс. М.: МШП, 1958 г., 159 с.
2. Зыбин Ю.П. и др. Технология изделия из
кожи. М.: Легкая индустрия, 1975, 464
с.
3.
Баубеков С.Д., Таукебаева К.С. и
Джанахметов У.К. Машинный комплекс (МК) для сборки деталей изделия
легкой промышленности. Каунасский технологичесий университет, сб. науч.трудов
«Техническое регулирование-базовая составляющая управления качеством услуг и
изделиями сервиса», ЮРГУЭС, Каунас,
Литва, 2004, С.90-99.
4.
Баубеков С.Д Таукебаева
К.С.., Создание манипуляторов-машинных
комплексов для автоматизации сборки деталей легкой промышленности. 1-й Инновационный Конгресс Казахстана «Взаимодействие
вузовской,академической,отраслевой науки с институтами развития и бизнесом»,
доклад, Алматы, 2004, С.104-118.
5.
Баубеков С.Д.
Моделирование фрикционно-транспортно-ориентирующих устройств (ФТОУ) для автоматизированной контурной обработки
деталей. Монография.
Тараз: Тараз университеті, 2004, 282 с.
6.
Баубеков С.Д., Таукебаева К.С.,
Джанахметов У.К. Исследование технологической возможности автоматизированной
машины для контурной обработки. Междунар. Конф., доклад, Шахты, Россия, 2005, С.151-166.
7.
Баубеков С.Д.,
Таукебаева К.С., Тлеуов С.Т. Исследование работы механизмов для перемещения и ориентирования сшиваемых деталей в
машинах автоматического действия. Сб. трудов науч.-теор. и науч.-метод. Конф.
“Наука и образование -97”, Шымкент, 1997, С.3-5.
РЕЗЮМЕ
Составлена математическая модель определения условия работоспособности разработанных
автоматизированных машин для выполнения контурных строчек
накладываемых на деталях изделий легкой промышленности.
РЕЗЮМЕ
Жаңа жасалған жиекті тігісті
тігісті автоматтандыруға арналған машинаның жұмыс істеу
шартының математикалық үлгісі құрылған
Resume
This article touches upon the mathematical model defining
the conditions of efficiency making
automatic machines for doing contour lines putting on the details of the light
industry articles.
Сведение об авторов:
Таукебаева Кунсулу
Сатхановна, соискатель. Таразский
гуманитарно – инновационный университет , адр. 080011, Жамбылская
область, г.Тараз, ул. 3-ий переулок Красина, 6/1, тел. дом. 42- 54- 82.
Баубеков Сабит
Джумабаевич, д.т.н., профессор, проректор. Таразский гуманитарно – инновационный университет , адр. 080011, Жамбылская область г.Тараз, ул. 3-ий
переулок Красина, 6/1, тел. дом. 8(7262) 42- 54- 82. сот. 87003246463